TCVN 8615-2:2010 - PHẦN 19
PHỤ LỤC A
(Tham khảo)
CÁC TÁC ĐỘNG LÊN VÁCH
Phải chú ý tới những tác động tĩnh, tuần hoàn và tác động đặc biệt điển hình được chỉ ra trong Bảng A.1 đến A.3:
Bảng A.1 - Tác động tĩnh
Áp suất thiết kế | Áp suất chất lỏng thiết kế cộng với áp suất hơi thiết kế |
Tải nhiệt | Tải trọng gây ra bởi độ chênh lệch về nhiệt độ |
Các tải cơ học | Tải trọng gây ra bởi các ngoại lực như trọng lượng bể, sự căng trước của vỏ bể bê tông, sự co ngót của bê tông,... (tất cả các tải trọng cơ học ngoại trừ sự thay đổi nhiệt độ và áp suất). |
Bảng A.2 - Tác động tuần hoàn
Áp suất chất lỏng | Sự chênh lệch giữa mực chất lỏng tối đa và tối thiểu | Số chu kỳ được xác định dựa trên tuổi thọ thiết kế của bể và các điều kiện vận hành dự tính |
Tải nhiệt | Những thay đổi của nhiệt độ trong quá trình làm lạnh. Sự thay đổi của nhiệt độ do quá trình nạp và xả a. | Số chu kỳ được xác định dựa trên tuổi thọ thiết kế của bể và các điều kiện vận hành dự tính |
CHÚ THÍCH: Chủ sở hữu có thể cung cấp thông tin về các điều kiện hoạt động của bể. Nếu các thông tin này không hoàn thiện, thiết kế có thể dựa vào các giả định sau đây: - số lần nhập/xuất sản phẩm mỗi tuần; - Chạy kiểm tra/dừng kiểm tra cứ hai năm một lần. a) Nên cung cấp đường cong phân bố nhiệt độ khí bên trong bể cho bên đặt hàng để phê duyệt. | ||
Bảng A.3 - Tác động ngẫu nhiên
Tải trọng động đất (Không có độ bền mỏi) | OBE SSE |
PHỤ LỤC B
(Tham khảo)
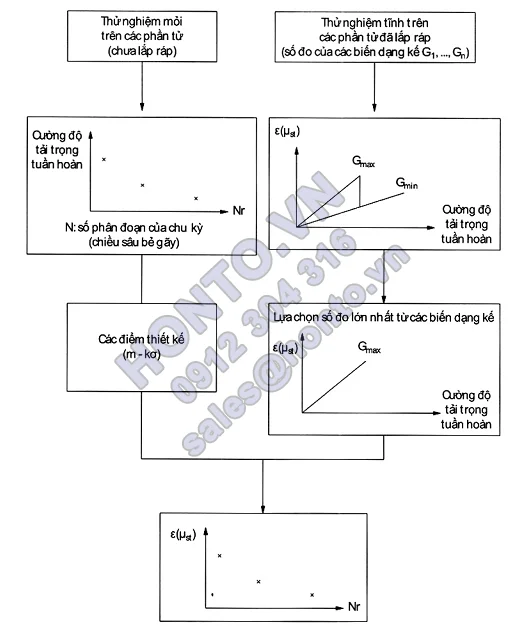
XÁC ĐỊNH CÁC ĐƯỜNG CONG TẢI TRỌNG VÀ ĐỘ MỎI CỦA VÁCH BỂ
Hình B.1 – Biểu đồ tiến trình vách bể
THƯ MỤC TÀI LIỆU THAM KHẢO
[1] TCVN 8615-3:2010 (EN 14620-3:2006), Thiết kế và chế tạo bể chứa bằng thép, đáy phẳng, hình trụ đứng tại công trình sử dụng trong tàng trữ các loại khí được hóa lỏng và làm lạnh ở nhiệt độ vận hành từ 0 °C đến -165 oC-Phần 3: Các bộ phận bê tông.
[2] EN 444, Non-destructive testing - General principles for radiographic examination of material by X - and gamma-rays.
[3] EN 1515-2, Flanges and their joints - Bolting - Part 2: Classification of bolt materials for steel flanges, PN designated.
[4] EN 10028-3, Flat productsmade of steels for pressre purposes - Part 3: Weldable fine grain steels, normalized.
[5] EN 10028-4, Flat products made of steel for pressure purposes - Part 4: Nickel alloy steels with specified low temperature properties.
[6] EN 10088-1, Stainless steels - Part 1: List of stainless steels.
[7] EN 10088-2, Stainless steels - Part 2: Technical delivery conditions for sheet/plate and strip for general purposes.
[8] EN 14620-4, Design and manufacture of site built, vertical, cylindrical, flat-bottomed steel tanks for the storage of refrigerated, liquified gases with operating temperatures between 0 °C and -165 °C - Part 4: Insulation.
[9] EN 14620-5, Design and manufacture of site built, vertical, cylindrical, flat-bottomed steel tanks for the storage of refrigerated, liquified gases with operating temperatures between 0 °C and -165 °C - Part 5: Testing, drying, purging and cool-down.
[10] EN ISO 6520-1, Welding and allied processes - Classification of geometric imperfections in metallic materials - Part 1: Fusion Welding (ISO 6520-1:1998).
[11] ASTM B 691, Standard specification for welder nickel and nickel-cobalt alloy pipe.
[12] ASTM B 622, Standard specification for seamless nickel and nickel-cobalt alloy pipe and tube.
[13] NF A09-106, Testing for leak tightness by means of ammonia. Locating of leaks by overall pressurization.
[14] ‘Steel plate engineering data - Volume 2’ Useful information on the design of plate structures, AISI publication revised edition 1992, Part VII - Anchor bolt chairs.
[15] ‘Recommended practice for LNG above-ground storage’, Japan Gas Association, 1981.
[16] ‘Recommended practice for LNG above-ground storage’, section 7.3, Japan Gas Association, March 1979.
[17] ASME Code Case N284-1, Metal containment shell buckling design methods, Class MC Section III, Division 1.
[18] ASME Code Case N 2286, Alternative rulers for determining allowable external pressure and compressive stresses for cylinders, cones, spheres, and formed heads Section VIII, Division 1 and 2.
MỤC LỤC
Lời nói đầu
- Phạm vi áp dụng
- Tài liệu viện dẫn
- Thuật ngữ và định nghĩa
- Vật liệu
4.1. Quy định chung
4.2. Nhiệt độ
4.3. Bồn chứa chất lỏng chính và phụ
4.4. Bồn chứa hơi / bể chứa ngoài
4.5. Cấu kiện khác
- Thiết kế
5.1. Lý thuyết thiết kế
5.2. Bồn chứa chất lỏng chính và phụ
5.3. Bồn chứa hơi (bể chứa ngoài)
5.4. Nắp treo
5.5. Ống nối
5.6. Bể chứa chính và phụ, các liên kết phần đáy
5.7. Kết nối giữa các bồn chứa
5.8. Các chi tiết khác
- Chế tạo
6.1. Xử lý vật liệu
6.2. Chế tạo và dung sai của tấm
6.3. Dung sai
6.4. Nắp
6.5. Các bộ phận tạm thời
- Quy trình hàn
7.1. Yêu cầu chung
7.2. Các yêu cầu của Báo cáo chấp nhận quy trình hàn
7.3. Thử va đập
7.4. Thép 9 % niken
7.5. Thợ hàn tay và thợ hàn máy
7.6. Tấm thử nghiệm sản phẩm
- Hàn
8.1. Các mối hàn gá và tạm thời
8.2. Điều kiện khí quyển
8.3. Gia nhiệt trước
8.4. Xử lý nhiệt sau hàn
- Kiểm tra
9.1. Trình độ của nhân viên thử không phá hủy
9.2. Các quy trình kiểm tra
9.3. Loại kiểm tra
9.4. Kiểm tra bằng mắt
9.5. Kiểm tra bằng thẩm thấu chất màu
9.6. Kiểm tra bằng hạt từ
9.7. Kiểm tra bằng hộp chân không
9.8. Kiểm tra độ kín amoniac
9.9. Kiểm tra bằng bọt xà phòng
9.10. Kiểm tra bằng tia bức xạ
9.11. Kiểm tra bằng siêu âm
9.12. Các tiêu chí đánh giá chất lượng
9.13. Các khuyết tật không thể chấp nhận trong mối hàn ngang
9.14. Độ mỏng chấp nhận được sau khi mài
Phụ lục A_(Tham khảo)
Phụ lục B_(Tham khảo)
Thư mục tài liệu tham khảo
Xem lại: TCVN 8615-2:2010 - PHẦN 18
Xem tiếp: TCVN 8615-2:2010 - PHẦN 20
Sưu tầm và biên soạn bởi: https://honto.vn


Bài viết liên quan

TCVN 8615-2:2010 - PHẦN 20
TIÊU CHUẨN QUỐC GIA TCVN 8615-3:2010 THIẾT KẾ, CHẾ TẠO TẠI CÔNG TRÌNH BỂ CHỨA BẰNG THÉP, HÌNH TRỤ ...
TCVN 8615-2:2010 - PHẦN 21
8.7. Lớp bê tông bảo vệ Việc chọn lựa lớp bê tông bảo vệ bên ngoài cốt thép phải tính đến cấp tiếp ...
TCVN 8615-2:2010 - PHẦN 22
PHỤ LỤC B (Tham khảo) BỂ BÊ TÔNG DỰ ỨNG LỰC B.1. Yêu cầu chung Bê tông dự ứng lực được xem là phù ...
TCVN 8615-2:2010 - PHẦN 18
9.3.2.2. Bồn chứa chất lỏng chính của bể vách Với vách bể bằng thép không gỉ, phải tiến hành các ...
TCVN 8615-2:2010 - PHẦN 17
8.2 . Điều kiện khí quyển Nhà thầu phải thực hiện các biện pháp nhằm đảm bảo rằng các mối hàn được ...
TCVN 8615-2:2010 - PHẦN 16
6.3.7. Biến dạng cục bộ trên mối hàn Biến dạng cục bộ tại các mối hàn, góc gấp (peaking), về phía ...