TCVN 8615-2:2010 - PHẦN 16
6.3.7. Biến dạng cục bộ trên mối hàn
Biến dạng cục bộ tại các mối hàn, góc gấp (peaking), về phía trong hoặc phía ngoài trọng tâm của bể chứa (xem Hình 5), và dung sai phải được áp dụng cho từng điều kiện cụ thể.
Góc gấp (peaking) phải được đo bằng dụng cụ chuyên dụng (xem Hình 6). Dụng cụ đo phải được thiết lập góc gấp tối đa cho phép (có thêm hiệu chỉnh cho versine) theo quy định trong Bảng 11.
Góc gấp có thể chấp nhận được khi một trong những chân bên ngoài nâng lên khỏi bề mặt.
CHÚ THÍCH: Góc gấp đường hàn có chiều dài giảm ngăn việc sử dụng khuôn mẫu được khía vào bề rộng đường hàn.
Bảng 11 - Giới hạn dung sai cho biến dạng cục bộ trên mối hàn
Chiều dày tấm, e mm | Dung sai lớn nhất mm |
e ≤ 12,5 | 12 |
12,5 < e ≤ 25,0 | 9 |
25,0 < e | 6 |

CHÚ DẪN:
1 Góc gấp ngoài
2 Góc gấp trong
Hình 5 - Góc gấp ngoài và trong
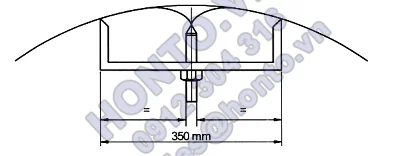
Hình 6 – Dụng cụ đo góc gấp
6.3.8. Dung sai theo phương đứng
6.2.8.1. Bể bằng thép
Độ sai lệch tối đa giữa điểm trên cùng và dưới cùng của vỏ bể không được lớn hơn 1/200 tổng chiều cao của vỏ bể, hoặc 50 mm, tùy giá trị nào nhỏ hơn.
6.3.8.2. Tấm lót
Độ sai lệch tối đa của tấm lót không được lớn hơn 100 mm.
6.3.9. Dung sai trong việc căn chỉnh tấm thẳng hàng
6.3.9.1. Mối nối dọc
Độ lệch của các tấm vỏ bể tại vị trí các mối nối dọc không được phép lớn hơn các giá trị trong Bảng 12.
Bảng 12 - Độ lệch tại các mối nối đứng
Chiều dày tấm, e mm | Độ lệch mm |
e ≤ 15 | 1,5 |
15 < e ≤ 30 | 10 % của e |
30 < e | 3,0 |
6.3.9.2. Mối nối ngang
Độ lệch của vị trí tấm giữa thiết kế và thực tế không được vượt quá 20 % chiều dày của tấm nằm phía trên, tối đa là 3 mm.
6.3.10. Dung sai cho hệ thống vách
Toàn bộ hệ thống vách ngăn (vách, các tấm cách nhiệt, keo dính, neo,...) sẽ được kết nối hoặc nâng đỡ bởi thành hay đáy bể bằng bê tông. Vì vậy, nhà thầu phải xác định các dung sai của bể bê tông, sao cho hệ thống vách có thể điều tiết được các dung sai này được dưới mọi tác động.
6.4. Nắp
Phương pháp thi công phải đảm bảo duy trì được độ ổn định của nắp bể trong suốt quá trình lắp ráp.
Nếu sử dụng kết cấu giá đỡ tạm thời, nhà thầu phải tiến hành các biện pháp an toàn cần thiết nhằm tránh hiện tượng xoắn vặn của khung đỡ và sự quay của toàn bộ kết cấu.
6.5. Các bộ phận tạm thời
Các bộ phận tạm thời phải được hàn theo quy trình áp dụng cho vật liệu mà các bộ phận này gắn kết vào. Bộ phận tạm thời phải được tháo bỏ bằng cách cắt nhiệt, đục tẩy hoặc mài. Sau khi cắt bằng nhiệt hoặc cắt rãnh mối hàn, một lớp vật liệu 2 mm được chừa lại và được mài cho tới khi tạo được một bề mặt nhẵn. Phải tiến hành các biện pháp kiểm tra vết nứt sau khi tháo bỏ bộ phận.
Không cho phép hàn bộ phận tạm thời vào vách thép.
- Quy trình hàn
7.1. Yêu cầu chung
Tất cả các quy trình hàn, bao gồm cả hàn sửa chữa và hàn gá, phải có Đặc tính kĩ thuật của quy trình hàn (Welding Procedure Specification-WPS) và Báo cáo chấp nhận quy trình hàn (Welding Procedure Approval Record - WPAR) phù hợp với ISO 15607; ISO 15609-1:2004 và ISO 15614-1.
Đối với bồn chứa chất lỏng chính và phụ, các quy trình hàn phải được phê chuẩn lại cho mỗi công trình mới, không sử dụng các bản phê chuẩn trước đó. Thép sử dụng phải được chế tạo từ cùng một nhà máy và theo cùng một quá trình luyện thép.
Trong trường hợp các tấm kim loại còn lớp sơn bảo vệ từ trước đó và trong suốt quá trình hàn, phải tiến hành việc phê chuẩn quy trình hàn cho các tấm với loại sơn này.
7.2. Các yêu cầu của Báo cáo chấp nhận quy trình hàn
Báo cáo chấp nhận quy trình hàn phải được thiết lập cho mỗi điều kiện sau đây.
Trong mỗi quá trình hàn dùng cho các mối hàn vòng quanh vỏ bể, các tấm thử hàn giáp mép phải được hoàn thiện việc kiểm tra cho các chiều dày sau tại vị trí nằm ngang:
- Chiều dày bằng hoặc nhỏ hơn chiều dày tối thiểu của vỏ bể;
- Chiều dày bằng hoặc lớn hơn chiều dày tối đa của vỏ bể.
Trong mỗi quá trình hàn dùng cho các mối hàn dọc trên vỏ bể, các tấm thử hàn giáp mép phải được hoàn thiện việc kiểm tra cho các chiều dày sau tại vị trí thẳng đứng:
- Chiều dày bằng hoặc nhỏ hơn chiều dày tối thiểu của vỏ bể;
- Chiều dày bằng hoặc lớn hơn chiều dày tối đa của vỏ bể.
Các khoảng chiều dày cho phép được chấp thuận nêu trên đây tối thiểu phải tuân theo các yêu cầu trong ISO 15614-1.
7.3. Thử va đập
Thử va đập đối với kim loại hàn và HAZ dùng cho Báo cáo chấp nhận quy trình hàn và quá trình thử nghiệm sản phẩm phải tuân theo Bảng 2 và các yêu cầu sau:
- Mỗi bộ mẫu phải bao gồm 3 mẫu thử. Một bộ mẫu dùng cho thử kim loại hàn và một bộ dùng cho thử vùng ảnh hưởng nhiệt;
- Mẫu thử va đập Charpy khía chữ V đối với kim loại hàn và vùng ảnh hưởng nhiệt phải được lấy ở vị trí tối đa là 2 mm dưới bề mặt kim loại gốc và nằm ngang so với mối hàn. Tấm thử va đập phải được cán theo chiều song song với mối hàn, ngoại trừ các tấm thử mối hàn dọc thì có thể được xoay để chiều cán ngang với mối hàn;
- Vết khía chữ V phải được cắt vuông góc với bề mặt của mối hàn;
Trong thử vùng ảnh hưởng nhiệt, vết khía phải cách đường nóng chảy từ 1 mm đến 2 mm, và trong thử kim loại hàn, vết khía phải nằm ở đường tâm của mối hàn.
7.4. Thép 9 % niken
Các giá trị của mẫu thử kéo ngang nêu trong ISO 15614-1 không được phép nhỏ hơn các giá trị sử dụng trong thiết kế các mối hàn dọc và/hoặc 80 % giá trị sử dụng cho mối hàn ngang. Nếu xuất hiện hiện tượng nứt gãy trong kim loại hàn, ứng suất bền và ứng suất chảy của kim loại hàn phải được xác định bằng:
- Hai tấm mẫu kim loại hàn (1 tấm cho vị trí 1G và 1 tấm cho vị trí 3G) được chuẩn bị, sử dụng các tấm thép phủ cacbon;
- Hai mẫu thử kim loại hàn được chuẩn bị từ mỗi tấm thử.
7.5. Thợ hàn tay và thợ hàn máy
7.5.1. Bể chứa đơn, kép và bể chứa tổ hợp
Thợ hàn tay phải được chứng nhận theo TCVN 6700-1 (ISO 9606-1). Thợ hàn máy phải được chứng nhận theo EN 1418.
7.5.2. Bể vách
Việc kiểm tra các mối hàn phải được tiến hành trong quá trình lắp ráp các bản vách theo thực tế.
Các thử chứng nhận phải được tiến hành tối thiểu là cho các vị trí và chiều sau:
- Vị trí hàn bằng, đối với phần phía dưới;
- Vị trí hàn leo, đối với phần vỏ bể;
- Vị trí hàn ngang với phần gờ hướng lên trên hoặc xuống dưới, đối với phần vỏ bể.
Mỗi mẫu kiểm tra đều phải được kiểm tra bằng phương pháp chụp macro.
Trong suốt quá trình làm việc, mỗi thợ hàn tay và thợ hàn máy đều phải được đánh giá năng lực định kỳ. Thời gian giữa hai lần đánh giá phải căn cứ theo kết quả thu được của sản phẩm. Tối thiểu, với thợ hàn tay phải là 1 lần/tháng và thợ hàn máy là 1 lần/tuần.
7.6. Tấm thử nghiệm sản phẩm
7.6.1. Bể chứa đơn, kép và tổ hợp
Đối với bồn chứa chất lỏng chính và phụ, tối thiểu là một tấm thử nghiệm sản phẩm được chế tạo bằng các mối hàn dọc của tấm dày nhất và mỏng nhất và cho mỗi quá trình hàn sử dụng để hàn các lớp này.
Việc hàn và kiểm tra các tấm thử nghiệm sản phẩm phải được thực hiện càng sớm trong quá trình thi công bể chứa càng tốt.
Nếu chênh lệch chiều dày giữa tấm vỏ bể trên cùng và dưới cùng bằng hoặc lớn hơn 20 mm, phải bổ sung một tấm thử nghiệm cho mỗi quá trình hàn tại vị trí thẳng đứng trên tấm có chiều dày xấp xỉ giá trị trung bình của khoảng chênh lệch chiều dày của lớp vỏ bể trên và dưới. Các tấm thử nghiệm phải có chiều rộng tối thiểu là 400 mm (200 mm mỗi bên của mối hàn), và phải đủ lớn để tránh những ảnh hưởng của nhiệt tới các tính chất cơ học của vật liệu.
Vật liệu sử dụng cho các tấm thử nghiệm sản phẩm phải là một trong các loại thép dùng để dựng bể.
Ngoài ra, que hàn sử dụng để hàn các tấm sản phẩm phải có cùng nhãn hiệu và chủng loại với que hàn sử dụng cho các mối hàn sản phẩm tương ứng.
Nếu phương pháp lắp ráp không cho phép tấm thử nghiệm đặt được tại đầu của mối hàn dọc, tấm này phải được hàn ngay tại hiện trường ở vị trí phù hợp, sử dụng các chỉ dẫn kỹ thuật quy trình hàn dùng để hàn các mối nối sản phẩm được biểu diễn.
Các yêu cầu về kiểm tra và kiểm tra tấm thử nghiệm sản phẩm giống như các yêu cầu cho Báo cáo chấp nhận quy trình hàn. Tuy nhiên, chỉ phải tiến hành thử va đập Charpy khía chữ V cho kim loại hàn và vùng ảnh hưởng nhiệt. Các thử lại phải được cho phép thực hiện nếu cần thiết. Trong trường hợp thử lại không đạt, phải tiến hành hiệu chính. Bên đặt hàng cũng phải được thông báo về việc này.
7.6.2. Bể vách
Tối thiểu phải chế tạo một tấm thử nghiệm sản phẩm bằng các mối hàn dọc và ngang các bản thép và và bằng các mối hàn dưới của đáy bể.
- Hàn
8.1. Các mối hàn gá và tạm thời
Các mối hàn gá tạm và tạm thời phải được thực hiện bởi các thợ hàn tay có trình độ.
CHÚ THÍCH: Những mối hàn này không cần thiết loại bỏ nếu chúng có chất lượng tốt và những đường hàn kế tiếp đi qua nó nóng chảy hoàn toàn vào trong mối hàn nguội.
Xem lai: TCVN 8615-2:2010 - PHẦN 15
Xem tiếp: TCVN 8615-2:2010 - PHẦN 17
Sưu tầm và biên soạn bởi: https://honto.vn


Bài viết liên quan

TCVN 8615-2:2010 - PHẦN 17
8.2 . Điều kiện khí quyển Nhà thầu phải thực hiện các biện pháp nhằm đảm bảo rằng các mối hàn được ...
TCVN 8615-2:2010 - PHẦN 18
9.3.2.2. Bồn chứa chất lỏng chính của bể vách Với vách bể bằng thép không gỉ, phải tiến hành các ...
TCVN 8615-2:2010 - PHẦN 19
PHỤ LỤC A (Tham khảo) CÁC TÁC ĐỘNG LÊN VÁCH Phải chú ý tới những tác động tĩnh, tuần hoàn và tác ...
TCVN 8615-2:2010 - PHẦN 15
5.5.6. Khoan mặt bích Mặt bích sử dụng trong tất cả các kết nối, trừ cửa kiểm tra trên vỏ bể và nắp, ...
TCVN 8615-2:2010 - PHẦN 14
5.3.1.3. Nắp bể 5.3.1.3.1. Chiều dày tối thiểu của nắp Chiều dày tối thiểu của các tấm nắp bể phải ...
TCVN 8615-2:2010 - PHẦN 13
5.2.2.2.5.3. Đường cong mỏi (đường cong SN) Việc lựa chọn đường cong mỏi thiết kế phải xem xét tới ...