Quy Trình Hàn Ống Inox Chuẩn
Quy Trình Hàn Ống Inox Chuẩn Kỹ Thuật: TIG, MIG & Lưu Ý Quan Trọng
Hàn ống inox tưởng chừng là một công việc đơn giản đối với những thợ cơ khí lành nghề, nhưng thực tế, đây là một thử thách về kỹ thuật đòi hỏi sự tỉ mỉ và hiểu biết sâu sắc về vật liệu. Nếu không tuân thủ một quy trình hàn ống thép inox chuẩn, bạn sẽ dễ dàng bắt gặp các tình trạng như mối hàn bị đen xỉn, rỗ khí, hay thậm chí là nứt gãy kết cấu sau một thời gian ngắn sử dụng.
Inox (thép không gỉ) là loại vật liệu cực kỳ nhạy nhiệt và dễ bị oxy hóa ở nhiệt độ cao. Hậu quả của việc hàn sai kỹ thuật không chỉ dừng lại ở việc mất thẩm mỹ mà còn làm giảm khả năng chống ăn mòn đặc trưng, gây lãng phí chi phí vật tư và ảnh hưởng trực tiếp đến uy tín của đơn vị thi công. Bài viết này sẽ cung cấp cho bạn cái nhìn chuyên sâu nhất về quy trình kỹ thuật để tạo ra những mối hàn inox bền, đẹp và đạt tiêu chuẩn kiểm định công nghiệp.
Quy trình hàn ống inox là gì?
Về bản chất, quy trình hàn ống thép inox là một hệ thống các bước kỹ thuật được thiết lập nhằm kết nối hai hoặc nhiều đoạn ống inox lại với nhau bằng cách sử dụng nhiệt độ để làm nóng chảy kim loại. Tuy nhiên, khác với thép cacbon thông thường, hàn inox đòi hỏi một sự kiểm soát khắt khe về môi trường và nhiệt lượng để bảo vệ các đặc tính hóa học quý giá của vật liệu.
Đặc điểm của inox khi chịu tác động nhiệt
Để hiểu tại sao cần một quy trình chuẩn, chúng ta cần phân tích các đặc tính lý tính của inox:
Dẫn nhiệt kém: Inox giữ nhiệt tại vùng hàn lâu hơn thép thường, dễ dẫn đến hiện tượng quá nhiệt cục bộ.
Độ giãn nở nhiệt cao: Dễ gây ra tình trạng cong vênh, biến dạng hình học sau khi nguội.
Nhạy cảm với Oxy: Ở nhiệt độ cao, nếu không có khí bảo vệ, inox sẽ phản ứng tức thì với oxy trong không khí, tạo thành lớp oxit đen xỉn và làm mất khả năng chống gỉ.
Nguyên lý cốt lõi của việc hàn inox
Hầu hết các kỹ thuật hàn inox hiện nay đều dựa trên nguyên lý làm nóng chảy vật liệu tại điểm tiếp xúc và sử dụng các loại khí trơ (thường là Argon) để bao phủ hoàn toàn vùng hàn. Lớp khí này đóng vai trò như một bức tường ngăn cách tuyệt đối giữa kim loại lỏng và môi trường bên ngoài, đảm bảo mối hàn sau khi đông đặc giữ được độ sáng bóng và tinh khiết.

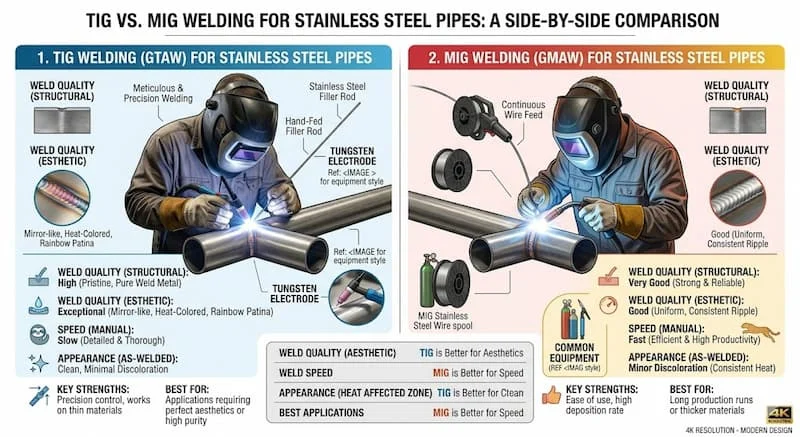
Các phương pháp hàn ống inox phổ biến: TIG vs MIG
Việc lựa chọn phương pháp hàn quyết định đến 70% sự thành công của dự án. Tùy vào yêu cầu về độ dày ống, tính thẩm mỹ và ngân sách mà kỹ sư sẽ quyết định sử dụng hàn TIG hay MIG.
1. Hàn TIG (Tungsten Inert Gas) - Tiêu chuẩn cho sự tinh tế
Hàn TIG là phương pháp phổ biến nhất trong gia công quy trình hàn ống inox hiện nay, đặc biệt là với các dòng ống trang trí hoặc ống vi sinh.
Ưu điểm: Kiểm soát cực tốt độ ngấu, mối hàn cực kỳ mịn màng, không có bắn tóe. Phù hợp tuyệt vời cho ống mỏng (dưới 3mm).
Nhược điểm: Yêu cầu tay nghề thợ rất cao và tốc độ thi công tương đối chậm.
2. Hàn MIG (Metal Inert Gas) - Giải pháp cho năng suất
Hàn MIG thường được ưu tiên trong các dự án công nghiệp nặng hoặc đường ống có đường kính lớn và thành ống dày.
Ưu điểm: Tốc độ hàn cực nhanh, dễ dàng tự động hóa, chi phí nhân công thấp hơn.
Nhược điểm: Mối hàn thường thô hơn TIG, độ bắn tóe cao hơn và cần xử lý sau hàn kỹ lưỡng hơn để đạt thẩm mỹ.
Bảng so sánh kỹ thuật TIG và MIG
| Tiêu chí | Hàn TIG | Hàn MIG |
|---|---|---|
| Thẩm mỹ | Rất cao (Mối hàn bóng, phẳng) | Trung bình (Cần mài gọt nhiều) |
| Tốc độ | Chậm | Nhanh |
| Độ chính xác | Cực cao, kiểm soát nhiệt tốt | Trung bình |
| Ứng dụng | Ống mỏng, trang trí, thực phẩm | Ống dày, kết cấu công nghiệp |
Các thông số kỹ thuật cần kiểm soát
Để kỹ thuật hàn inox đạt hiệu quả, người thợ cần nắm vững các thông số sau:
Dòng điện hàn: Phải phù hợp với độ dày vật liệu (quá cao gây thủng, quá thấp gây thiếu nhiệt).
Lưu lượng khí Argon: Cần duy trì ổn định để bảo vệ cả mặt ngoài lẫn mặt trong của ống (hàn xông khí).
Tốc độ di chuyển tay hàn: Phải đều tay để tránh tích tụ nhiệt quá mức tại một điểm, gây ra hiện tượng cháy inox hoặc nứt nóng.
Ứng dụng thực tế: Khi nào quy trình hàn chuẩn trở nên sống còn?
Một quy trình hàn ống thép inox chuẩn không chỉ được áp dụng trong xưởng cơ khí mà nó là yêu cầu bắt buộc trong các ngành công nghiệp đặc thù:
1. Hệ thống đường ống thực phẩm và dược phẩm (Inox vi sinh)
Trong ngành này, mối hàn không được phép có kẽ hở hoặc rỗ khí nhỏ nhất, vì đó là nơi vi khuẩn có thể tích tụ. Kỹ thuật hàn TIG kết hợp xông khí mặt trong là lựa chọn duy nhất để đảm bảo bề mặt bên trong ống nhẵn mịn như gương.
2. Ngành trang trí nội thất và quảng cáo
Đối với các sản phẩm như cầu thang, lan can hay logo inox, mối hàn đẹp là yếu tố sống còn. Việc sử dụng máy hàn TIG xung sẽ giúp giảm thiểu tối đa vùng ảnh hưởng nhiệt, giúp inox không bị biến màu, giữ được độ sáng bóng nguyên bản.
Những sai lầm thường gặp dẫn đến hỏng công trình
Không làm sạch bề mặt: Dầu mỡ hoặc bụi bẩn còn sót lại sẽ bị đốt cháy, tạo ra rỗ khí trong mối hàn.
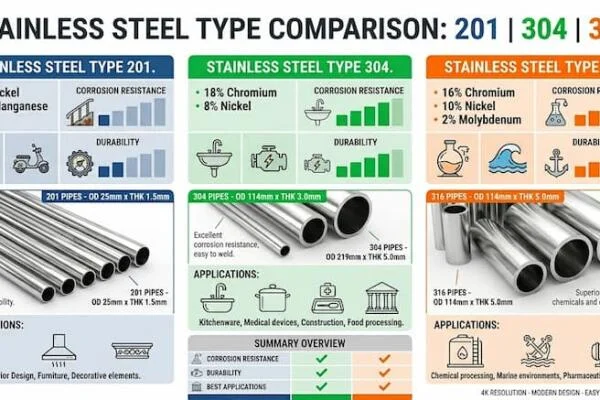
Tiết kiệm khí Argon: Thiếu khí bảo vệ làm mối hàn bị đen hóa (oxy hóa), mất đi đặc tính chống gỉ của inox 304 hay 316.
Hàn quá nhiệt: Khi thợ di chuyển tay quá chậm, nhiệt độ cao làm thay đổi cấu trúc tinh thể của inox, khiến vật liệu trở nên giòn và dễ nứt.
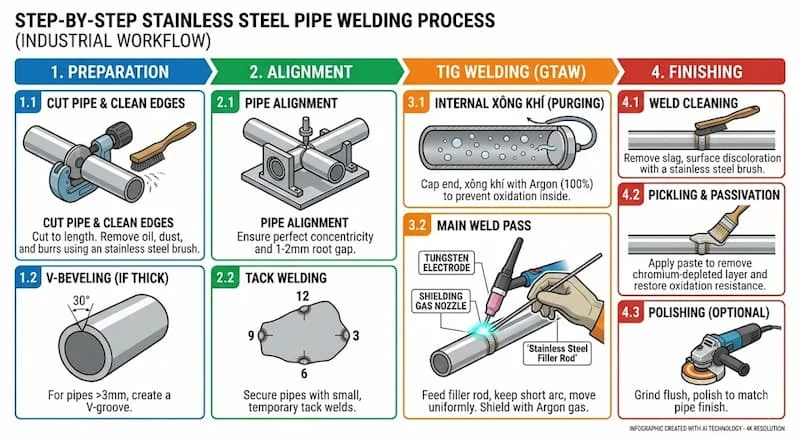
Hướng dẫn quy trình hàn ống inox chuẩn từng bước
Dưới đây là checklist 5 bước chuyên nghiệp dành cho thợ hàn và kỹ sư giám sát:
Bước 1: Chuẩn bị và làm sạch vật liệu
Đây là bước quan trọng nhất nhưng thường bị bỏ qua. Bạn cần dùng dung dịch tẩy rửa chuyên dụng hoặc bàn chải sợi inox để loại bỏ hoàn toàn dầu mỡ, oxit và bụi bẩn tại vị trí mép hàn. Lưu ý: Không dùng bàn chải thép thường vì sẽ gây nhiễm chéo sắt làm inox bị gỉ sau này.
Bước 2: Căn chỉnh và gá đính
Sử dụng các đồ gá (jig) chuyên dụng để cố định hai đầu ống. Khe hở hàn (root opening) cần được duy trì đều theo tiêu chuẩn kỹ thuật để đảm bảo độ ngấu hoàn toàn.
Bước 3: Thiết lập thông số máy hàn
Chọn đúng loại kim hàn (với TIG thường là kim xanh hoặc đỏ).
Điều chỉnh lưu lượng khí bảo vệ (thường từ 5-10 lít/phút tùy môi trường).
Cài đặt dòng điện theo độ dày (Ví dụ: ống 1.5mm thường dùng dòng 60-80A).
Bước 4: Thực hiện hàn
Tiến hành hàn điểm (tack weld) trước khi hàn hoàn thiện. Trong quá trình hàn, cần giữ khoảng cách kim hàn ổn định và di chuyển đều tay. Đối với ống inox, nên chia đoạn hàn để tránh tích nhiệt quá lớn tại một khu vực.
Bước 5: Xử lý và đánh bóng sau hàn
Sau khi hàn, mối hàn sẽ có màu vàng rơm hoặc xanh nhạt (nếu kỹ thuật tốt). Cần sử dụng dung dịch tẩy mối hàn inox hoặc máy đánh bóng để phục hồi lớp thụ động oxit crom, giúp bề mặt sáng bóng và chống gỉ tuyệt đối.
FAQ – Giải đáp thắc mắc về kỹ thuật hàn inox
1. Tại sao quy trình hàn ống inox vẫn bị đen mối hàn?
Nguyên nhân chủ yếu là do thiếu khí bảo vệ (Argon) hoặc nhiệt độ hàn quá cao. Khi kim loại nóng chảy tiếp xúc với oxy, nó sẽ bị oxy hóa ngay lập tức tạo màu đen. Hãy kiểm tra lại lưu lượng khí và tăng tốc độ di chuyển tay hàn.
2. Có cần phải dùng que đắp khi hàn ống inox không?
Đối với ống mỏng và mối ghép khít, bạn có thể hàn "chết" (hàn tự thân) không cần que đắp để mối hàn phẳng đẹp. Tuy nhiên, với ống dày hoặc khe hở lớn, bắt buộc phải dùng que đắp cùng mác inox (ví dụ que 308 cho inox 304) để đảm bảo độ bền liên kết.
3. Khí Argon có thay thế được bằng khí khác không?
Trong hàn TIG inox, Argon là bắt buộc. Một số hỗn hợp khí như Argon + Helium có thể được dùng để tăng độ ngấu, nhưng tuyệt đối không dùng khí CO2 (như hàn sắt) vì sẽ làm hỏng mối hàn inox ngay lập tức.
4. Làm thế nào để hạn chế ống bị cong vênh khi hàn?
Hãy sử dụng kỹ thuật hàn đính nhiều điểm xung quanh chu vi ống và áp dụng phương pháp hàn đối xứng (hàn cách đoạn) để phân bổ nhiệt đều, tránh co ngót cục bộ.
Kết luận
Thực hiện đúng quy trình hàn ống inox không chỉ là một yêu cầu kỹ thuật mà còn là thước đo sự chuyên nghiệp của đơn vị gia công. Một mối hàn chuẩn phải là sự kết hợp hoàn hảo giữa độ ngấu chắc chắn bên trong và vẻ đẹp sáng bóng bên ngoài. Bằng việc tuân thủ các bước chuẩn bị khắt khe và kiểm soát nhiệt lượng thông minh, bạn sẽ tạo ra những sản phẩm bền bỉ cùng thời gian quy trình hàn ống inox.



Bài viết liên quan
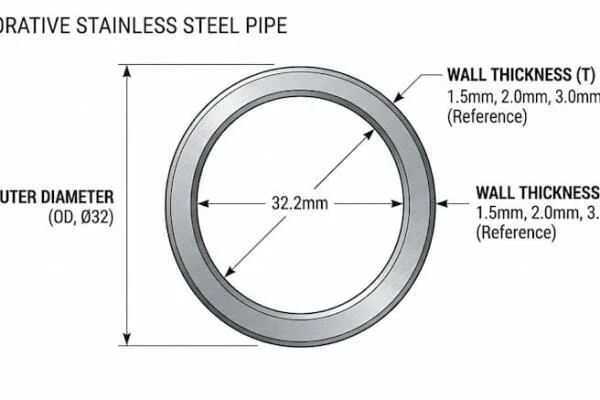
Quy Cách Ống Inox Trang Trí
Quy Cách Ống Inox Trang Trí: Kích Thước, Độ Dày & Cách Chọn Chuẩn Khi bắt tay vào làm lan can, ...
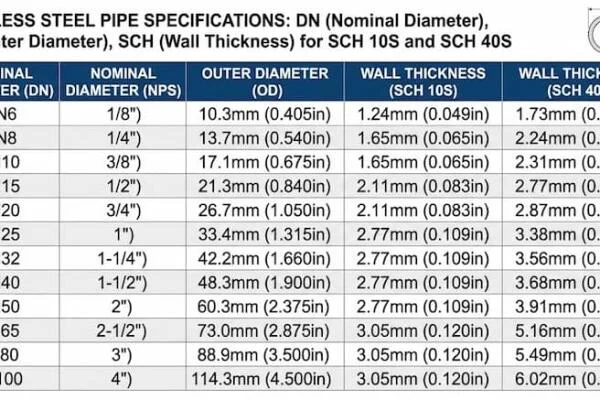
Quy Cách Ống Inox Công Nghiệp
Quy Cách Ống Inox Công Nghiệp: Bảng DN, SCH & Cách Đọc Chuẩn Khi làm việc với quy cách ống thép ...
Quy Chuẩn Ống Inox là gì
Quy Chuẩn Ống Inox: Tiêu Chuẩn ASTM, JIS, DIN & Cách Đọc Đúng Bạn đang thi công hoặc chịu trách ...
Thép Ống Inox Là Gì?
Thép Ống Inox Là Gì? Phân Loại, Ứng Dụng & Cách Chọn Chuẩn Bạn đang tìm mua ống thép inox cho ...

Thép ống tròn phi 16 là gì? Định nghĩa và đặc điểm cấu tạo
Thép ống tròn phi 16 là gì? Bạn đang lên kế hoạch làm một bộ giàn phơi thông minh, đóng lại khung ...

Thông số kỹ thuật ống inox 304 là gì?
Thông số kỹ thuật ống inox 304 là gì? Khi bắt tay vào thiết kế hoặc thu mua vật tư cho một dự án, dù ...