Thép cán
TIÊU CHUẨN NHÀ NƯỚC
TCVN 2054 – 77 ÷ TCVN 2059 – 77
THÉP CÁN
Cơ quan biên soạn:
Phân viện Luyện kim Thái Nguyên
Bộ Cơ khí và Luyện kim
Cơ quan đề nghị ban hành:
Bộ Cơ khí và Luyện kim
Cơ quan trình duyệt:
Cục Tiêu chuẩn
Ủy ban Khoa học và Kỹ thuật Nhà nước
Cơ quan xét duyệt và ban hành:
Ủy ban Khoa học và Kỹ thuật Nhà nước
Quyết định ban hành số 544/KHKT/QĐ ngày 27-12-1977.
TCVN 2054 – 77
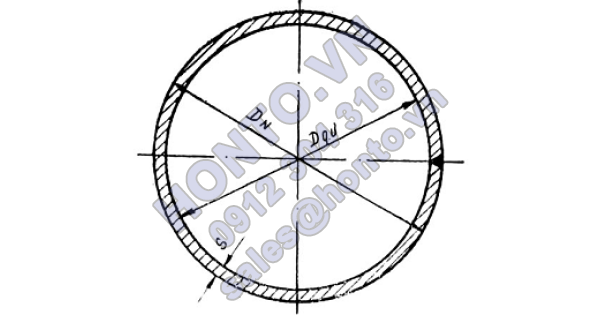
PHÔI ỐNG TRÒN THÉP CACBON
Skelp from carbon steel
Tiêu chuẩn này áp dụng cho phôi ống tròn cán nóng từ thép cacbon dùng để cán ống không hàn.
1. CỠ, THÔNG SỐ KÍCH THƯỚC
1.1. Ký hiệu quy ước phôi ống tròn
Ví dụ: Phôi ống tròn đường kính 100 mm từ thép C10 được ký hiệu:
Phôi ống tròn D100 TCVN 2054-77 C10 TCVN 1766-75
1.2. Đường kính và sai lệch cho phép của phôi ống tròn phải phù hợp với bảng 1.
Bảng 1
mm
Đường kính danh nghĩa | Sai lệch cho phép | Đường kính danh nghĩa | Sai lệch cho phép |
60 65 70 75 | ± 1,3 | 100 105 110 | ± 1,7 |
80 85 90 95 | ± 1,5 | 115 120 125 130 140 150 160 | ± 2,0 |
1.3. Phôi ống tròn được cung cấp:
- Chiều dài không quy ước – từ 2 đến 9m;
- Chiều dài quy ước và bội số của chiều dài quy ước nằm trong phạm vi chiều dài không quy ước và được ghi rõ trong đơn đặt hàng
Sai lệch cho phép của chiều dài quy ước và bội số của chiều dài quy ước là + 51 mm.
Chú thích:
Được phép cung cấp những đoạn ngắn nhưng không nhỏ hơn 800 mm. Khi cung cấp chiều dài không quy ước khối lượng kích thước ngắn không vượt quá 10 % khối lượng lô hàng.
Khi cung cấp phôi ống tròn theo chiều dài quy ước và bội số của chiều dài quy ước, khối lượng kích thước ngắn do hai bên thoả thuận quy định.
Sai lệch cho phép của chiều dài phôi tròn cắt bay do hai bên quy định
1.4. Hai đoạn đầu của phôi phải thẳng. Phương pháp cắt tuỳ ý. Độ nghiêng mặt đầu so với trục không được vượt quá 6 mm. Độ nghiêng mặt đầu của phôi đường kính lớn hơn 100 mm không được lớn hơn 6 % đường kính danh nghĩa. Khi phân đoạn chỗ cắt được phép biến dạng cục bộ nhưng không được phép làm đường kính phôi nhỏ đi quá 8 % đường kính danh nghĩa.
1.5. Độ cong cục bộ của phôi ống tròn không được lớn hơn 6 mm trên 1 m chiều dài.
Độ cong toàn bộ không được vượt quá 0,6 % chiều dài của phôi.
2. YÊU CẦU KỸ THUẬT
2.1. Bề mặt phôi ống không được có vảy, gấp nếp, nứt chân chim, nứt, tạp chất nhìn thấy bằng mắt thường khi không dùng dụng cụ phóng đại.
Phải làm sạch các khuyết tật kể trên, phương pháp làm sạch tuỳ ý. Vết làm sạch cần trơn, thoải, không có gờ sắt. Chiều rộng vết làm sạch không được nhỏ hơn 6 lần độ sâu của nó.
Trên một mặt cắt vuông góc có cùng một đường kính, độ sâu làm sạch tổng cộng không được lớn 5 % đường kính của phôi và không có quá 3 vết làm sạch với độ sâu cực đại.
Không cần làm sạch các khuyết tật bề mặt cục bộ như: vết xước, vết lõm, vết đốm mà độ sâu không được vượt quá sai lệch âm cho phép của các đường kính hay nứt tóc, bướu mà độ sâu hoặc độ cao không lớn hơn 0,5 mm.
2.2. Rìa thừa ở phần đầu và phần cuối của phôi ống tròn không được lớn hơn 6 mm.
2.3. Thành phần hoá học của phôi ống tròn theo TCVN 1765-75 và TCVN 1766 – 75, mác thép theo hợp đồng giữa hai bên.
2.4. Tổ chức thô đại của phôi (kiểm tra bằng mắt thường) trên mẫu đã tẩm thực không được có những khuyết tật như: xốp do co ngót, bọt khí, vết nứt, tạp chất phi kim loại, phần tầng, lật vỏ và điểm trắng.
Không cho phép có bọt khí dưới vỏ.
Phôi ống tròn được giao với cỡ hạt, độ xốp, độ thiên tích, pha a, lưới ximentic, cơ lý tính nhất định, phương pháp xác định và chỉ tiêu cụ thể theo hợp đồng giữa hai bên.
3. QUY TẮC NGHIỆM THU VÀ PHƯƠNG PHÁP THỬ
3.1. Phôi ống tròn cung cấp theo lô, mỗi lô gồm phôi có cùng kích thước, cùng mẻ nấu luyện.
3.2. Tiến hành kiểm tra toàn bộ bề mặt của từng phôi bằng mắt thường. Khi cần thiết có thể sử dụng phương pháp mài, chiếu sáng, tẩm, thực, v.v…
3.3. Phân tích thành phần hoá học của phôi theo TCVN 1811-76 đến TCVN 1821-76.
3.4. Kiểm tra tổ chức thô đại lần đầu thực hiện trên hai mẫu. Một mẫu từ đoạn có dấu chữ A (ứng với đoạn đầu của thỏi đúc, dưới đậu ngót) và một mẫu từ đoạn có dấu chữ C (ứng với đoạn cuối cùng của thỏi đúc). Khi kết quả thử của một trong hai mẫu không đạt yêu cầu thì tiến hành thử lại với số lượng mẫu gấp đôi lấy ở đoạn có kết quả chưa đạt yêu cầu (ở đầu A hoặc đoạn cuối C). Nếu kết quả thử lại cũng không đạt yêu cầu, thì không nghiệm thu toàn bộ đoạn A và đoạn C.
Cho phép lấy mẫu ở phần cuối của đoạn A (hay ở đầu của đoạn B) và phần đầu của đoạn C (hay ở cuối đoạn D) mỗi đoạn một mẫu để thử tiếp. Nếu cả hai mẫu đều đạt yêu cầu thì nghiệm thu toàn bộ các đoạn còn lại của lô hàng (trừ đoạn A và đoạn C).

Nếu một trong 2 mẫu thử không đạt yêu cầu thì tiến hành thử lại với số mẫu gấp đôi lấy từ đoạn có kết quả không đạt yêu cầu. Kết quả thử lại cũng không đạt yêu cầu thì nghiệm thu cả lô.
Xí nghiệp sản xuất có quyền lấy mẫu ngang hay mẫu dọc để kiểm tra tổ chức thô dại. Nếu kết quả đạt yêu cầu thì giao hàng. Nếu như phôi thép của cùng một mẻ nấu cán ra nhiều kích thước khác nhau thì tiến hành kiểm tra tổ chức thô đại của phôi ống tròn có đường kính lớn nhất.
Xem lại: Vật liệu kim loại ống – s thử kéo
Xem tiếp: TCVN 6116 : 1996
Sưu tầm và biên soạn bởi: https://honto.vn


Bài viết liên quan
TCVN 6116 : 1996
TIÊU CHUẨN VIỆT NAM TCVN 6116 : 1996 ISO 9764 : 1989 ỐNG THÉP HÀN CẢM ỨNG VÀ ĐIỆN TRỞ CHỊU ÁP LỰC - ...
Ống thép cacbon thích hợp đối với việc tạo ren phù hợp với tcvn 7701-1 (iso 7-1)
TIÊU CHUẨN QUỐC GIA TCVN 8888:2011 ISO 65:1981 ỐNG THÉP CACBON THÍCH HỢP ĐỐI VỚI VIỆC TẠO REN PHÙ ...
Ống và phụ tùng bằng gang - miệng bát gang - kích thước cơ bản
TIÊU CHUẨN QUỐC GIA TCVN 2944 : 1979 ỐNG VÀ PHỤ TÙNG BẰNG GANG - MIỆNG BÁT GANG - KÍCH THƯỚC CƠ BẢN ...
Vật liệu kim loại ống – s thử kéo
TIÊU CHUẨN QUỐC GIA TCVN 314 : 2008 VẬT LIỆU KIM LOẠI ỐNG – s THỬ KÉO Metallic materials – Tube – ...
Ống và phụ tùng bằng gang - ống gang miệng bát - kích thước cơ bản
TIÊU CHUẨN QUỐC GIA TCVN 2943 : 1979 ỐNG VÀ PHỤ TÙNG BẰNG GANG - ỐNG GANG MIỆNG BÁT - KÍCH THƯỚC CƠ ...
Ống và phụ tùng bằng thép - ống thép hàn - kích thước cơ bản
TIÊU CHUẨN NHÀ NƯỚC TCVN 2981 - 79 ỐNG VÀ PHỤ TÙNG BẰNG THÉP - ỐNG THÉP HÀN - KÍCH THƯỚC CƠ BẢN ...