Hàn ống inox vi sinh là gì?
Hàn ống inox vi sinh là gì? Khi thi công hệ thống đường ống cho các nhà máy thực phẩm, sữa, đồ uống hay dược phẩm, tiêu chuẩn khắt khe về vệ sinh luôn là ưu tiên hàng đầu. Một trong những mắt xích quan trọng nhất quyết định sự thành bại của hệ thống chính là kỹ thuật hàn ống lnox vi sinh.
Khác với các kết cấu cơ khí thông thường, chỉ một sai sót nhỏ trong quá trình hàn cũng có thể dẫn đến hậu quả nghiêm trọng. Nếu hàn ống lnox vi sinh sai kỹ thuật, các mối nối sẽ xuất hiện khe hở, rỗ khí hoặc hiện tượng "đóng xỉ" bên trong lòng ống. Đây chính là nơi trú ngụ lý tưởng cho vi khuẩn, gây nhiễm khuẩn sản phẩm và khiến hệ thống thất bại trong các kỳ kiểm định chất lượng khắt khe như GMP hay HACCP.
Bài viết này được thiết lập nhằm giúp bạn hiểu đúng bản chất của hàn ống lnox vi sinh, từ đó áp dụng các kỹ thuật chuẩn xác để tránh những lỗi nghiêm trọng, đảm bảo hệ thống vận hành an toàn và bền bỉ.
Hàn ống inox vi sinh là gì?
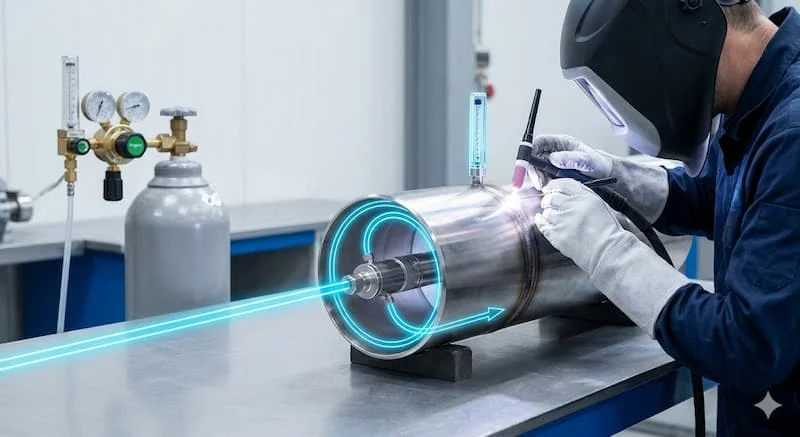
Hàn ống inox vi sinh là quá trình liên kết các ống thép không gỉ (thường là inox 316L hoặc 304L) trong một môi trường được kiểm soát sạch sẽ tuyệt đối. Mục tiêu cốt lõi là tạo ra những mối nối đồng nhất, không có khe hở, không tạo ra các điểm chết (dead legs) và đảm bảo bề mặt không bị nhiễm khuẩn.
Đặc điểm nhận dạng của một mối hàn ống lnox vi sinh đạt chuẩn bao gồm:
Bề mặt mịn màng: Mối hàn sau khi hoàn thiện phải bằng phẳng với bề mặt ống, không có gờ nổi.
Không xỉ, không rỗ: Tuyệt đối không có các lỗ kim hoặc xỉ hàn bám dính, vì đây là những vị trí vi khuẩn dễ sinh sôi.
Dễ vệ sinh (CIP/SIP): Cấu trúc mối hàn phải cho phép quá trình vệ sinh tại chỗ (Clean-in-Place) và tiệt trùng tại chỗ (Sterilize-in-Place) diễn ra hiệu quả, dòng chảy không bị cản trở.

Nguyên lý và yêu cầu cốt lõi trong kỹ thuật
Nguyên lý của hàn ống lnox vi sinh dựa trên việc kiểm soát chặt chẽ nhiệt độ và môi trường khí bảo vệ để ngăn chặn sự oxy hóa kim loại. Trong quá trình nóng chảy, inox rất dễ phản ứng với oxy trong không khí tạo thành các oxit đen (hiện tượng cháy inox).
Các yêu cầu bắt buộc bao gồm:
Kiểm soát nhiệt độ: Nhiệt lượng phải được phân bổ đều để tránh biến dạng ống và đảm bảo độ ngấu.
Khí bảo vệ tinh khiết: Sử dụng khí Argon tinh khiết (thường đạt 99.99%) để bảo vệ bể hàn khỏi tác động của môi trường.
Không oxy hóa (Back Purging): Đây là yêu cầu sống còn. Khí Argon phải được thổi vào cả bên trong lòng ống để bảo vệ mặt trong mối hàn.
Hệ quả của việc tuân thủ các nguyên lý này là đảm bảo vệ sinh tuyệt đối cho toàn bộ hệ thống dẫn lưu chất nhạy cảm.
Các phương pháp hàn ống lnox vi sinh phổ biến
Hiện nay, có hai phương pháp chính được ứng dụng rộng rãi trong các dự án vi sinh:
Hàn TIG (GTAW) thủ công
Đây là phương pháp linh hoạt và phổ biến nhất. Thợ hàn sử dụng điện cực vonfram để tạo hồ quang và bù thêm que hàn (nếu cần).
Ưu điểm: Có thể hàn ở các vị trí khó, không gian hẹp và linh hoạt với nhiều quy cách ống khác nhau.
Yêu cầu: Phụ thuộc rất lớn vào tay nghề của thợ hàn để kiểm soát độ ngấu và độ mịn của mối hàn.
Hàn Orbital (Hàn tự động)
Hàn Orbital là kỹ thuật hàn tự động, trong đó đầu hàn quay quanh ống theo một chương trình đã lập sẵn.
Ưu điểm: Độ chính xác và đồng nhất cực cao. Mối hàn có chất lượng hoàn hảo, trăm mối như một.
Ứng dụng: Là tiêu chuẩn bắt buộc trong ngành dược phẩm (Pharma) và các hệ thống yêu cầu độ sạch cao nhất.
Thông số kỹ thuật quan trọng cần lưu ý
Để quá trình hàn ống lnox vi sinh đạt hiệu quả cao nhất, các thông số kỹ thuật sau cần được giám sát chặt chẽ:
Khí bảo vệ: Phải dùng Argon tinh khiết 99.99%. Bất kỳ tạp chất nào trong khí bảo vệ cũng có thể làm mối hàn bị xỉn màu hoặc rỗ.
Độ nhẵn bề mặt (Ra): Sau khi hàn và xử lý, độ nhẵn mặt trong thường phải đạt $Ra \le 0.8 \mu m$ (hoặc thấp hơn tùy yêu cầu) để vi khuẩn không thể bám dính.
Back Purging (Xông khí đường sau): Bắt buộc phải thực hiện. Nếu không xông khí bên trong ống, mặt trong mối hàn sẽ bị oxy hóa (cháy đen), tạo ra các hạt bụi kim loại gây nhiễm bẩn thực phẩm/dược phẩm.
Dòng hàn: Cần duy trì sự ổn định, kiểm soát chính xác để tránh hiện tượng quá nhiệt gây cháy inox.

So sánh hàn inox thường vs hàn vi sinh
Sự khác biệt giữa hai kỹ thuật này nằm ở tiêu chuẩn vệ sinh và độ tinh xảo của mối nối:
| Tiêu chí | Hàn thường | Hàn vi sinh |
|---|---|---|
| Độ sạch | Trung bình, chủ yếu đảm bảo chịu lực | Rất cao, đảm bảo vô trùng |
| Bề mặt | Có thể có xỉ, vảy hàn, rỗ nhẹ | Mịn màng, không khuyết tật bề mặt |
| Khí bảo vệ | Chỉ cần bảo vệ mặt ngoài | Bắt buộc bảo vệ cả mặt trong (Back Purging) |
| Ứng dụng | Kết cấu thép, đường ống nước thải | Thực phẩm, dược phẩm, sữa, bia |
Ứng dụng thực tế và sai lầm thường gặp
Khi nào cần hàn ống lnox vi sinh?
Kỹ thuật này là bắt buộc trong các lĩnh vực:
Nhà máy thực phẩm & Đồ uống: Hệ thống dẫn sữa, bia, nước giải khát, dầu ăn.
Ngành dược phẩm: Đường ống dẫn nước cất pha tiêm (WFI), hệ thống chiết xuất thuốc.
Mỹ phẩm: Các dây chuyền sản xuất kem dưỡng, nước hoa.
Sai lầm thường gặp
Nhiều đơn vị thi công vẫn mắc phải các lỗi như:
Không dùng back purge: Gây cháy mặt trong ống dẫn đến nhiễm khuẩn.
Dùng vật liệu không đạt chuẩn: Sử dụng que hàn hoặc ống không đúng mác thép vi sinh.
Không kiểm tra nội soi: Bỏ qua bước kiểm tra bằng camera nội soi khiến các lỗi bên trong lòng ống không được phát hiện kịp thời.
Quy trình hàn ống lnox vi sinh chuẩn
Để đảm bảo chất lượng, quy trình hàn cần tuân thủ các bước (Checklist):
Làm sạch bề mặt: Loại bỏ dầu mỡ, bụi bẩn tại vị trí hàn bằng hóa chất chuyên dụng.
Căn chỉnh chính xác: Đảm bảo hai đầu ống khớp nhau hoàn toàn, không lệch tâm.
Thiết lập khí Argon: Thổi khí Argon bảo vệ cả bên trong (back purge) và bên ngoài.
Tiến hành hàn: Sử dụng phương pháp TIG hoặc Orbital phù hợp.
Kiểm tra mối hàn: Sử dụng camera nội soi để quan sát mặt trong ống.
Đánh bóng & Passivation: Xử lý bề mặt và tẩy rửa bằng hóa chất để khôi phục lớp màng bảo vệ của inox.
FAQ – Những câu hỏi thường gặp
1. Hàn inox vi sinh khác gì hàn thường?
Hàn vi sinh yêu cầu độ sạch tuyệt đối, không được có xỉ hàn hay rỗ khí và bắt buộc phải bảo vệ mặt trong ống để tránh nhiễm khuẩn.
2. Có bắt buộc dùng khí Argon không?
Có, khí Argon tinh khiết là bắt buộc để ngăn chặn quá trình oxy hóa kim loại trong khi hàn.
3. Orbital welding là gì?
Đây là công nghệ hàn tự động theo chu kỳ quay xung quanh ống, giúp tạo ra các mối nối có độ đồng nhất và chính xác rất cao.
4. Tại sao phải back purge?
Để bảo vệ mặt trong của ống khỏi sự tấn công của oxy, ngăn ngừa hiện tượng cháy đen và rỗ mặt trong.
5. Hàn ống inox vi sinh dùng chủ yếu ở đâu?
Sử dụng trong các ngành yêu cầu vệ sinh an toàn cực cao như thực phẩm, dược phẩm và mỹ phẩm.
Kết luận
Kỹ thuật hàn ống inox vi sinh không chỉ đơn thuần là việc liên kết kim loại, mà là một quy trình kiểm soát vệ sinh nghiêm ngặt. Việc sai lệch kỹ thuật không chỉ gây ra tổn thất về tài chính mà còn ảnh hưởng trực tiếp đến sức khỏe người tiêu dùng và uy tín của doanh nghiệp.
Hãy theo dõi honto.vn để nhận thêm thông tin về hàn ống inox vi sinh!



Bài viết liên quan

Hàn ống inox là gì? Định nghĩa và mục tiêu kỹ thuật
Trong thi công lắp đặt và sản xuất cơ khí, hàn ống inox là một công đoạn quan trọng đòi hỏi sự kết ...

Giá ống đúc inox 304 hiện nay như nào?
Giá ống đúc inox 304 như nào? Bạn đang triển khai một hệ thống đường ống dẫn khí hóa chất, hệ thống ...

Giá ống tuýp inox được tính như thế nào?
Giá ống tuýp inox như thế nào? Bạn đang lên kế hoạch gia công bộ bàn ghế hiện đại, làm hệ thống lan ...

Hàn ống vi sinh là gì?
Hàn ống vi sinh là gì? Trong bối cảnh các tiêu chuẩn về an toàn vệ sinh thực phẩm và dược phẩm ngày ...

Inox 304 ống là gì?
Inox 304 ống là gì? Trong quá trình chuẩn bị vật tư cho các công trình xây dựng hay hệ thống sản ...

KIẾN THỨC NỀN TẢNG VỀ INOX ỐNG 316
Inox ống 316 là gì? Bạn đang triển khai một dự án lắp đặt đường ống tại khu vực ven biển hoặc trong ...