Đáy elíp gấp mép bằng đồng thau và nhôm - phần 4
2.18. Những mép đã gia công phải được xem xét lại để phát hiện ra các khuyết tật (vết nứt, nếp gấp lớn..)
2.19. Trước khi hàn, các cạnh mép và bề mặt kim loại phải được làm sạch các chất bẩn, gỉ, dầu mỡ theo chiều rộng không nhỏ hơn 10 mm theo cạnh mép.
2.20. Khi ghép các chi tiết của máy để hàn, các cạnh mép phải được sửa tinh lại.
Sự chênh lệch giữa các mép được hàn của phôi đáy không vượt quá 10% chiều dày của tấm.
2.21. Khi ghép các chi tiết đáy để hàn, không cho phép sử dụng các phương pháp sửa tinh gây lớp biến cứng và áp suất phụ trong kim loại.
2.22. Chỉ sau khi việc ghép phôi đáy được kiểm tra kỹ thuật xác nhận là đúng đắn, thợ hàn mới có thể bắt đầu hàn.
2.23. Việc hàn đính phôi của đáy khi ghép phải được thực hiện bằng cùng loại thuốc hàn, cùng các điều kiện hàn, cùng cấp bạc thợ hàn hoặc chính những người thợ hàn khi hàn cuối cùng.
2.24. Các mối hàn phải thẳng. Bề mặt của mối hàn không được phép có chỗ hàn không thấu, rỗ khí, vết nứt, bướu, cháy thủng, vết cắt và các khuyết tật khác.
2.25. Tất cả các mối hàn được đóng dấu tên thợ hàn. Dấu được ghi ở mặt ngoài không ít hơn 3 chỗ cho mỗi mối hàn – đầu, giữa và cuối mối hàn.
2.26. Chất lượng mối ghép hàn phải phù hợp với tài liệu kỹ thuật đã được xét duyệt.
2.27. Sai lệch cho phép của kích thước cơ bản của đáy không được vượt quá giới hạn chỉ dẫn trong các bảng 5÷7.
Cấp chính xác 1
mm Bảng 5
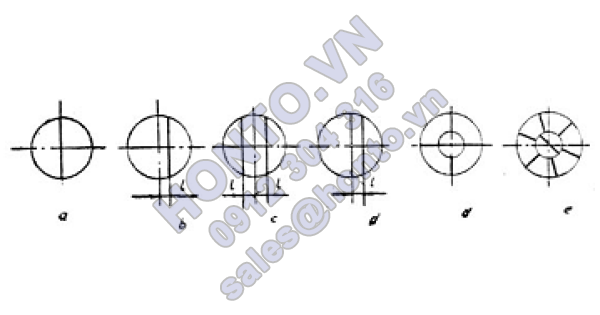
Đường kính của đáy DB | Chiều dày của đáy, s | Dung sai của độ không tròn dF (h.4) | Sai lệch cho phép của đường kính cơ sở ∆DB | Sai lệch cho phép độ nghiêng phần trụ ∆i (h.3) | Sai lệch cho phép của phần trung tâm (0,8 DB) đến phần elipxoit của đáy ∆R (h.5) | Sai lệch cho phép của phần elipxoit chuyển tiếp (0,8 Dtr) của đáy ∆r (h.5) | Sai lệch cho phép của chiều cao ở phần cong ∆hB (h.3) | Sai lệch cho phép của chiều cao ∆H (h.3) | Sai lệch cho phép và độ không thẳng góc của mặt cắt với trục của đáy ∆F (h.3) |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
200 – 750 200 - 1400 | 2 3 | 0,4 | ±0,2 | ±0,2 | ±0,4 | +0,4 -0,2 | +0,2 | +0,4 | +0,2 |
200 – 2200 300 - 3200 | 4 | 0,8 | ±0,4 | ±0,4 | ±0,8 | +0,8 -0,4 | +0,4 | +0,8 | +0,4 |
400 – 3700 | 6 | 1,2 | ±0,6 | ±0,6 | ±1,2 | +1,2 -0,6 | +0,6 | +1,2 | +0,6 |
500 - 3700 | 8 | 1,6 | ±0,8 | ±0,8 | ±1,6 | +1,6 -0,8 | +0,8 | +1,6 | +0,8 |
650 – 3700 | 10 | 2,0 | ±1,0 | ±1,0 | ±2,0 | +2,0 -1,0 | +1,0 | +2,0 | +1,0 |
900 – 3400 | 12 | 2,4 | ±1,2 | ±1,2 | ±2,4 | +2,4 -1,2 | +1,2 | +2,4 | +1,2 |
1200-3700 | 14 | 2,8 | ±1,4 | ±1,4 | ±2,8 | +2,8 -1,4 | +1,4 | +2,8 | +1,4 |
1400-3200 | 16 | 3,2 | ±1,6 | ±1,6 | ±3,2 | +3,2 -1,6 | +1,6 | +3,2 | +1,6 |
1400-3600 | 18 | 3,6 | ±1,8 | ±1,8 | ±3,6 | +3,6 -1,8 | +1,8 | +3,6 | +1,8 |
1400-3800 | 20 - 22 | 4,0 | ±2,0 | ±2,0 | ±4,0 | -4,0 +2,0 | +2,0 | +4,0 | +2,0 |
Cấp chính xác 2
mm Bảng 6
Đường kính của đáy DB | Chiều dày của đáy, s | Dung sai của độ không tròn dF (h.4) | Sai lệch cho phép của đường kính cơ sở ∆DB | Sai lệch cho phép độ nghiêng phần trụ ∆i (h.3) | Sai lệch cho phép của phần trung tâm (0,8 DB) đến phần elipxoit của đáy ∆R (h.5) | Sai lệch cho phép của phần elipxoit chuyển tiếp (0,8 Dtr) của đáy ∆r (h.5) | Sai lệch cho phép của chiều cao ở phần cong ∆hB (h.3) | Sai lệch cho phép của chiều cao ∆H (h.3) | Sai lệch cho phép và độ không thẳng góc của mặt cắt với trục của đáy ∆F (h.3) |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
200 – 750 200 – 1400 | 2 - 3 | 1,0 | ±0,5 | ±0,5 | ±1,0 | +1,0 -0,5 | +0,5 | +1,0 | +0,5 |
200 – 2200 300 – 3200 | 4 – 5 | 2,0 | ±1,0 | ±1,0 | ±2,0 | +2,0 -1,0 | +1,0 | +2,0 | +1,0 |
400 – 3700 | 6 | 3,0 | ±1,5 | ±1,5 | ±3,0 | +3,0 -1,5 | +1,5 | +3,0 | +1,5 |
500 – 3700 | 8 | 4,0 | ±2,0 | ±2,0 | ±4,0 | +4,0 -2,0 | +2,0 | +4,0 | +2,0 |
650 – 3700 | 10 | 5,0 | ±2,5 | ±2,5 | ±5,0 | +5,0 -2,5 | +2,5 | +5,0 | +2,5 |
900 – 3400 | 12 | 6,0 | ±3,0 | ±3,0 | ±6,0 | +6,0 -3,0 | +3,0 | +6,0 | +3,0 |
1200-3700 | 14 | 7,0 | ±3,5 | ±3,5 | ±7,0 | +7,0 -3,5 | +3,5 | +7,0 | +3,5 |
1400-3200 | 16 | 8,0 | ±4,0 | ±4,0 | ±8,0 | +8,0 -4,0 | +4,0 | +8,0 | +4,0 |
1400–3600 | 18 | 9,0 | ±4,5 | ±9,0 | +9,0 -4,5 | +4,5 | +9,0 | +4,5 | |
1400-3800 | 20 – 22 | 10,0 | ±5,0 | ±4,0 | ±10 | +10 | +5,0 | +10,0 | +5,0 |
1800-3800 | 25 - 35 | ±6,0 | ±10 | -5 | +6,0 | +12,0 | +6,0 |
Cấp chính xác 3
mm Bảng 7
Đường kính của đáy DB | Chiều dày của đáy, s | Dung sai của độ không tròn dF (h.4) | Sai lệch cho phép của đường kính cơ sở ∆DB | Sai lệch cho phép độ nghiêng phần trụ ∆i (h.3) | Sai lệch cho phép của phần trung tâm (0,8 DB) đến phần elipxoit của đáy ∆R (h.5) | Sai lệch cho phép của phần elipxoit chuyển tiếp (0,8 Dtr) của đáy ∆r (h.5) | Sai lệch cho phép của chiều cao ở phần cong ∆hB (h.3) | Sai lệch cho phép của chiều cao ∆H (h.3) | Sai lệch cho phép và độ không thẳng góc của mặt cắt với trục của đáy ∆F (h.3) |
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
200 – 750 800 – 1400 | 2 3 | 1,5 | +1,5 +0,5 | +1,5 +0,5 | +3,0 +1,0 | +3,0 +1,5 | +2,0 +1,0 | +2,5 +1,0 | +0,5 |
1200-2200 1800-3200 | 4 5 | 3,0 | +3,0 +1,0 | +3,0 +1,0 | +6,0 +2,0 | +6,0 +3,0 | +4,0 +2,0 | +5,0 +2,0 | +1,0 |
2200-3700 | 6 | 4,5 | +4,5 +1,5 | +4,5 +1,5 | +9,0 +3,0 | +9,0 +4,5 | +6,0 +3,0 | +7,5 +3,0 | +1,5 |
7 | 6,0 | +6,0 +2,0 | +6,0 +2,0 | +12,0 +4,0 | +12,0 +6,0 | +8,0 +4,0 | +10,0 +4,0 | +2,0 | |
10 | 7,5 | +7,5 +2,5 | +7,5 +2,5 | +15,0 +5,0 | +15,0 +7,5 | +10,0 +5,0 | +12,0 +5,0 | +2,5 | |
2500-3700 | 14 | 10,5 | +10,5 +3,5 | +10,5 +3,5 | +21,0 +7,0 | +21,0 +10,5 | +14,0 +7,0 | +17,0 +7,0 | +3,5 |
2400-3200 | 16 | 12,0 | +12,0 +4,0 | +12,0 +4,0 | +24,0 +8,0 | +24,0 +12,0 | +16,0 +8,0 | +20,0 +8,0 | +4,0 |
2500-3600 | 18 | 12,0 | +13,5 +4,5 | +13,5 +4,5 | +24,0 +8,0 | +24,0 +12,0 | +18,0 +9,0 | +22,5 +9,0 | +4,5 |
2600-3800 | 20 – 22 | 12,0 | +15,0 +5,0 | +15,0 +5,0 | +24,0 +8,0 | +24,0 +12,0 | +20,0 +10,0 | +25,0 +10,0 | +5,0 +6,0 |
25 - 35 | +26,0 +10,0 |
Chú thích. Cho các bảng 5 – 7:
1) Sai lệch cho phép theo cấp chính xác 3 chỉ áp dụng đối với đáy được chế tạo theo phương pháp dập trên máy dập;
2) Các chỉ số ∆DB, ∆i, dF, ∆B và ∆F được xác định tại vị trí cắt của đáy đã được gia công
3) Sai lệch cho phép ∆DB được xác định sai lệch cho đường kính trong thì khi xác định kích thước thực của đường kính cần tính đến chiều dày của đáy tại vị trí cắt của nó;
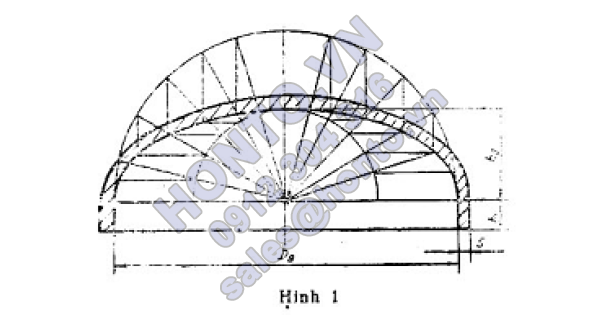
4) Sai lệch cho phép ∆i được chỉ dẫn theo chiều cao phần trụ của đáy h1

Hình 5
2.28. Độ dát mỏng cho phép của đáy, phụ thuộc vào phương pháp chế tạo của chúng, không được lớn hơn chỉ dẫn trong bảng 8.
Bảng 8
Phương pháp chế tạo đáy | Chỗ dát mỏng lớn nhất | Trị số dát mỏng, mm |
Dập trên máy dập từ phôi nóng và phôi nguội | Chỗ chuyển tiếp của phần trụ trong hình mẫu. | ≤ 0,10s*, nhưng không lớn hơn 2,0 |
Cáp mép quay bằng con lăn | Trung điểm của cung tiếp xúc của con lăn trong với phôi của đáy | ≤ 0,25s, nhưng không lớn hơn 2,5 |
Đập bằng năng lượng thuốc nổ | Trung tâm của đáy | ≤ 0,2s, nhưng không lớn hơn 2,0 |
Bề mặt của đường kính cong nhỏ | ≤ 0,05s, nhưng không lớn hơn 0,5 |
s*: chiều dày của đáy
2.29. Cho phép có những chỗ lồi, lõm cục bộ trên bề mặt elip của đáy với chiều cao bằng 0,5 chiều dày của phôi đáy, nhưng không lớn hơn 5 mm và với đường kính không lớn hơn 80 mm.
2.30. Ở phần trụ của đáy cho phép có vết xước dọc và vết lõm với điều kiện chiều dày của phần trụ của đáy có chỗ có vết xước hoặc vết lõm không nhỏ hơn chiều dày của tấm với dung sai âm
Độ mấp mô ở phần trụ của đáy cho phép có chiều cao không lớn hơn 2 mm.
2.31. Để loại trừ ứng suất dư sau khi chế tạo, đáy được gia công nhiệt theo công nghệ của nhà máy chế tạo.
2.32. Đáy chế tạo xong phải được kiểm tra kỹ thuật của nhà máy chế tạo thu nhận.
2.33. Nhà máy chế tạo phải bảo đảm các đáy sản xuất ra theo đúng các yêu cầu của tiêu chuẩn này.
3. PHƯƠNG PHÁP THỬ
3.1. Khi nghiệm thu đáy phải:
a) Kiểm tra bên ngoài;
b) Kiểm tra nhãn hiệu;
c) Kiểm tra kích thước;
d) Kiểm tra kết quả thử cơ tính của kim loại hàn đắp của mối ghép hàn;
e) Kiểm tra độ kín khít của mối hàn;
f) Kiểm tra mối hàn bằng X quang.
3.2. Tất cả các mối hàn được kiểm tra bên ngoài theo phương pháp thỏa thuận giữa khách hàng và nhà máy chế tạo.
Kiểm tra bằng mắt thường mặt trong và mặt ngoài của từng đáy một.
Đáy phải có bề mặt nhẵn, không có vết sẹo, vết gấp, phân lớp, vết xước thô cũng như vết lẹo, vết cắt, vết xạn và lỗ rỗ trên mối hàn.
Đồng thời phải kiểm tra việc ghi nhãn và dấu của thợ hàn trên mối hàn như quy định ở các điểm 2.25 và 4.1.
3.3. Các thiết bị dùng để kiểm tra độ chính xác hình học và kích thước theo yêu cầu của bản ... phải có sai số đo không lớn hơn 20% dung sai của kích thước kiểm.
3.4. Đối với đáy được chế tạo từ nhiều phần, mối ghép hàn của đáy phải qua thử kéo, uốn và độ dai va đập. Theo thỏa thuận với khách hàng, một dạng thử nào đó có thể được bỏ qua hoặc thay thế bằng dạng thử khác.
Tính chất cơ học của mối hàn được thử qua mẫu thử được cắt ra từ tấm kiểm, mà kích thước của nó cho phép cắt ra số mẫu được hàn đồng thời với chế tạo đáy, với cùng vật liệu ban đầu và phương pháp hàn.
3.5. Đối với dạng hàn bất kỳ của đáy, phải hàn một tấm kiểm mà kích thước của nó cho phép cắt ra số mẫu thử cần thiết cho tất cả các dạng thí nghiệm co và kim tương, và phần còn lại phải đủ để cắt thêm gấp đôi số lượng mẫu thử.
3.6. Để thử cơ tính kim loại của mối ghép hàn, từ tấm kiểm in cắt ra 7 mẫu trong đó:
Hai cho thử kéo;
Hai cho thử uốn;
Ba cho thử độ dai va đập.
3.7. Tất cả các tấm kiểm dùng để chế tạo các mẫu thử phải qua các dạng gia công như đối với đáy.
3.8. Khi chế tạo đáy hàng loạt, số lượng các tấm kiểm có thể giảm bớt theo thỏa thuận với cơ quan có thẩm quyền.
3.9. Các chỉ tiêu về cơ tính của mối ghép hàn được xác định bằng trị số trung bình số học của các kết quả nhận được khi thử các mẫu riêng biệt. Khi đó các chỉ tiêu về cơ tính được coi là không đạt yêu cầu nếu có, dù chỉ là một mẫu thấp hơn quá 10%, riêng đối với độ dai va đập thì thấp hơn 2Kgm/cm2 so với mức đã quy định.
3.10. Trường hợp kết quả của bất kỳ dạng thử nào đó không đạt yêu cầu phải hàn lại mối hàn lần thứ hai, trên các mẫu thử được cắt ra từ chính tấm kiểm đó. Tiến hành thử một lần thứ hai vẫn không đạt yêu cầu, mối hàn coi là không hợp cách.
3.11. Để nghiên cứu kim tương của mối hàn, mỗi tấm kiểm được cắt ra một mẫu thử (cắt ngang qua mối hàn). Việc cắt mẫu và kiểm tra cấu trúc vĩ mô tiến hành theo phương pháp kiểm tra này. Việc cần thiết nghiên cứu kim tương được nói rõ thêm trong tài liệu kỹ thuật.
3.12. Độ kín khít của mối hàn phải được kiểm nghiệm bằng dầu hỏa theo phương pháp thỏa thuận giữa đôi bên cho đến khi có tiêu chuẩn về phương pháp này, khi đó mặt ngoài mối hàn được bôi phấn.
Mặt trong của mối hàn được tẩm dầu hỏa và được duy trì trong thời gian:
20 phút đối với mối hàn của đáy có chiều dày lớn hơn 4 mm,
30 phút đối với mối hàn của đáy có chiều dày lớn hơn 4 mm.
Xem lại: Đáy elíp gấp mép bằng đồng thau v&a


Bài viết liên quan
Đáy elíp gấp mép bằng đồng thau và nhôm - phần 5
3.13. Mối hàn của đáy dùng cho bình chứa và thiết bị chịu áp lực cố định và nửa di động có thể được ...
Chai chứa khí di động - van chai đặc tính kỹ thuật và thử kiểu - phần 1
TIÊU CHUẨN QUỐC GIA TCVN 7163 : 2013 ISO 10297 : 2006 CHAI CHỨA KHÍ DI ĐỘNG - VAN CHAI ĐẶC TÍNH KỸ ...
Chai chứa khí di động - van chai đặc tính kỹ thuật và thử kiểu - phần 2
4.6.1. Thử áp suất thủy lực Van chai chứa khí phải có khả năng chịu đựng trong 2 h mà không có biến ...
Đáy elíp gấp mép bằng đồng thau và nhôm - phần 3
Chú thích: 1) Đường kính khai triển của đáy không tính đến phần dôi ra khi chế tạo và phân thừa cắt ...
Đáy elíp gấp mép bằng đồng thau và nhôm - phần 2
Chú thích: 1) Đường kính khai triển của đáy được tính không kể đến phần dãn ra khi chế tạo và lượng ...
Đáy elíp gấp mép bằng đồng thau và nhôm - phần 1
TIÊU CHUẨN NHÀ NƯỚC TCVN 2359 – 78 ĐÁY ELÍP GẤP MÉP BẰNG ĐỒNG THAU VÀ NHÔM Flanged elliptical bottom ...