Đáy elíp gấp mép bằng đồng thau và nhôm - phần 3
Chú thích:
1) Đường kính khai triển của đáy không tính đến phần dôi ra khi chế tạo và phân thừa cắt đứt.
2) Khối lượng chỉ dẫn trong bảng được tính cho đáy bằng hợp kim nhôm AMЦ*.
Ví dụ: Ký hiệu quy ước của đáy với đường kính trong DB = 1000 mm, chiều dày của đáy S = 10 mm cấp chính xác 3, bằng hợp kim nhôm mác AMЦ.
Đáy 1000 x 10 – 3 - AMЦ TCVN 2359 – 78.

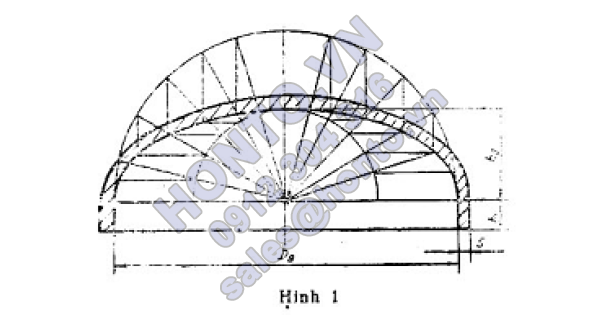
Chú thích: Đối với đáy có ghép mặt bích và hàn cho phép tăng chiều cao của thành h1
Diện tích bề mặt (F, m2) và thể tích (V, m3) của đáy


1.3. Đối với đáy có ≥ 125 cho phép chế tạo chiều cao hB = 0,2 DB
2. YÊU CẦU KỸ THUẬT
2.1. Đáy phải được chế tạo theo bản vẽ đã được xét duyệt phải phù hợp với các yêu cầu của tiêu chuẩn này.
2.2. Đáy được chế tạo bằng đồng thau mác Л 62,, nhôm mác A6 và A5, hợp kim nhôm mác AД00, AД0, AД1, AД, AДЦc, AM25 và AM26.
Ngoài các mác vật liệu đã được chỉ dẫn, trong trường hợp có lý do kỹ thuật, cho phép chế tạo đáy bằng các mác đồng thau, nhôm và hợp kim nhôm khác. Khi đó chiều dày của đáy phải được xác định qua tính toán và được chọn theo dãy chiều dày chỉ dẫn trong các bảng 1 và 2.
2.3. Vật liệu phải có thành phần hóa học và tính chất cơ học đúng với yêu cầu tiêu chuẩn và điều kiện kỹ thuật tương ứng
2.4. Chất lượng và đặc tính của vật liệu phải được nhà máy cung cấp xác nhận vào tài liệu về chất lượng.
Khi không có tài liệu về chất lượng vật liệu kèm theo, tất cả những phân tích hóa học và thử cơ học cần thiết của vật liệu phải được tiến hành ở nhà máy chế tạo đáy và phải phù hợp với yêu cầu của tiêu chuẩn hoặc điều kiện kỹ thuật tương ứng.
2.5. Các tấm cán trước khi đưa vào sản xuất ở nhà máy chế tạo đáy, phải thông qua Phòng kiểm tra kỹ thuật.
2.6. Phải giữ gìn nhãn hiệu của nhà máy cung cấp kim loại trên các tấm dùng để chế tạo đáy. Trong trường hợp các tấm được cắt thành một số phần do điều kiện sản xuất, trên mỗi phần, phải mang nhãn hiệu của nhà máy cung cấp kim loại và dấu kiểm tra kỹ thuật.
Sau khi chế tạo, dấu phải nằm ở bề mặt lồi ngoài của đáy.
2.7. Trên bề mặt của tấm không cho phép có vết nứt, rỗ khí, rỗ bọt, vết sẹo, lõm, sước làm cho chiều dày của tấm vượt ra ngoài giới hạn sai lệch cho phép theo tiêu chuẩn hoặc điều kiện kỹ thuật tương ứng.
2.8. Chất lượng bề mặt của tấm được kiểm tra qua nhìn bề ngoài.
2.9. Đáy được chế tạo:
a) Từ phôi liền;
b) Từ phôi được hàn từ 2 hoặc 3 phân (hình 2, a, b, c, d);
c) Từ phôi, được hàn từ tấm cánh quạt và tấm tròn trung tâm (hình 2, e, f)

Hình 2
2.10. Khi chế tạo đáy bằng phôi hàn, mối hàn phải đi qua tâm của đáy hay dây cung cách khoảng cách trục của đáy 1 khoảng cách 1 (hình 2, b, c, d) không lớn hơn 1/5 đường kính của đáy, nhưng không nhỏ hơn 200 mm.
2.11. Ở các đáy được chế tạo từ các tấm cánh quạt và tấm tròn trung tâm (hình 2, e, f), các mối hàn phải được bố trí trên mặt cắt kinh tuyến và mặt cắt tròn.
Các mối hàn tròn phải có khoảng cách đến tâm của đáy không lớn hơn 1/4 đường kính của đáy.
Khoảng cách nhỏ nhất giữa các mối hàn kinh tuyến tại chỗ nối tiếp với tấm tròn (hình 2, e, f), cũng như giữa các mối hàn kinh tuyến và mối hàn trên tấm tròn (hình 2, e), không được lớn hơn 5 lần chiều dày của đáy, nhưng không nhỏ hơn 100 mm.
Các mối hàn trên tấm tròn phải được bố trí hướng vào tâm của đáy.
Các mối hàn của đáy phải là những mối hàn giáp mối, hàn 2 phía.
2.12. Các mối hàn phôi của đáy phải được làm sạch ngang mức với kim loại cơ sở.
2.13. Đối với việc ghép phôi của đáy, cho phép dùng bất kỳ phương pháp hàn công nghiệp nào đảm bảo được chất lượng sản phẩm.
2.14. Chỉ những thợ hàn chuyên nghiệp về hàn nồi hơi, bình chứa áp lực, vỏ tàu và các thiết bị nâng bốc vật nặng mới được hàn đáy.
2.15. Những chi tiết đưa vào ghép với đáy hàn, phải thông qua kiểm tra kỹ thuật.
2.16. Việc tinh chế các mép để hàn, thốc hàn và kích thước mối hàn phải theo đúng tài liệu kỹ thuật đã được xét duyệt và phải phù hợp với các yêu cầu của tiêu chuẩn này.
2.17. Việc gia công các mép để hàn chỉ được phép tiến hành bằng phương pháp cơ khí.
Xem lại: Đáy elíp gấp mép bằng đồng thau và nhôm - phần 2
Xem tiếp: Đáy elíp gấp mép bằng đồng thau và nhôm - phần 4
Sưu tầm và biên soạn bởi: https://honto.vn


Bài viết liên quan
Đáy elíp gấp mép bằng đồng thau và nhôm - phần 4
2.18. Những mép đã gia công phải được xem xét lại để phát hiện ra các khuyết tật (vết nứt, nếp gấp ...
Đáy elíp gấp mép bằng đồng thau và nhôm - phần 5
3.13. Mối hàn của đáy dùng cho bình chứa và thiết bị chịu áp lực cố định và nửa di động có thể được ...
Chai chứa khí di động - van chai đặc tính kỹ thuật và thử kiểu - phần 1
TIÊU CHUẨN QUỐC GIA TCVN 7163 : 2013 ISO 10297 : 2006 CHAI CHỨA KHÍ DI ĐỘNG - VAN CHAI ĐẶC TÍNH KỸ ...
Đáy elíp gấp mép bằng đồng thau và nhôm - phần 2
Chú thích: 1) Đường kính khai triển của đáy được tính không kể đến phần dãn ra khi chế tạo và lượng ...
Đáy elíp gấp mép bằng đồng thau và nhôm - phần 1
TIÊU CHUẨN NHÀ NƯỚC TCVN 2359 – 78 ĐÁY ELÍP GẤP MÉP BẰNG ĐỒNG THAU VÀ NHÔM Flanged elliptical bottom ...
Chai chứa khí bằng hợp kim nhôm - yêu cầu trong sử dụng để tránh làm nứt cổ và vai chai
TIÊU CHUẨN QUỐC GIA TCVN 7482 : 2005 ISO 13770 : 1997 CHAI CHỨA KHÍ BẰNG HỢP KIM NHÔM - YÊU CẦU ...