Thép ống hàn điện và không hàn dùng trong công nghiệp chế tạo môtô, xe đạp
TIÊU CHUẨN QUỐC GIA
TCVN 3783 : 1983
THÉP ỐNG HÀN ĐIỆN VÀ KHÔNG HÀN DÙNG TRONG CÔNG NGHIỆP CHẾ TẠO MÔTÔ, XE ĐẠP
Electrowelded and seamless steel tubes for automotive and bicycle industries
Lời nói đầu
TCVN 3783 : 1983 do Viện Luyện kim đen - Bộ Cơ khí và Luyện kim biên soạn, Tổng cục Tiêu chuẩn Đo lường Chất lượng đề nghị, Uỷ ban Khoa học và Kỹ thuật Nhà nước (nay là Bộ Khoa học và Công nghệ) ban hành.
Tiêu chuẩn này được chuyển đổi năm 2008 từ Tiêu chuẩn Việt Nam cùng số hiệu thành Tiêu chuẩn Quốc gia theo quy định tại khoản 1 Điều 69 của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật và điểm a khoản 1 Điều 6 Nghị định số 127/2007/NĐ-CP ngày 1/8/2007 của Chính phủ quy định chi tiết thi hành một số điều của Luật Tiêu chuẩn và Quy chuẩn kỹ thuật.
THÉP ỐNG HÀN ĐIỆN VÀ KHÔNG HÀN DÙNG TRONG CÔNG NGHIỆP CHẾ TẠO MÔTÔ, XE ĐẠP
Electrowelded and seamless steel tubes for automotive and bicycle industries
Tiêu chuẩn này áp dụng cho ống hàn điện và ống không hàn làm bằng thép các bon và thép hợp kim dùng để chế tạo các chi tiết và kết cấu trong công nghiệp chế tạo môtô, xe đạp.
1. Kích thước cơ bản
1.1. Đường kính ngoài, chiều dày thành ống và khối lượng của ống phải phù hợp với các số liệu ghi trong Bảng 1.
1.2. Ống được cung cấp với chiều dài sau
a) Chiều dài không quy ước: Từ 1,5 m đến 9 m. Trong một lò ống có chiều dài không quy ước cho phép đến 5 % khối lượng ống ngắn từ 0,5 m đến 1,5 m
b) Chiều dài quy ước từ 4 m đến 9 m
c) Bội số chiều dài quy ước từ 1,5 m đến 9 m, với sai lệch cho từng tấm cắt là 5 mm và không có bội số chiều dài nhỏ hơn 0,5 m
Sai lệch cho phép về chiều dài không được quá:
+ 20 mm cho ống có đường kính đến 30 mm
+ 25 mm cho loại ống đường kính lớn hơn 30 mm

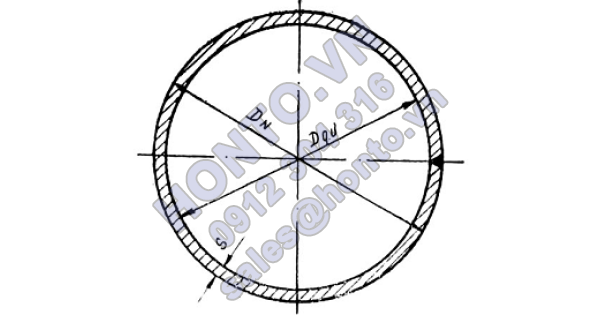
1. Khối lượng lý thuyết tính theo công thức P = 0,02966 S (Dn - S) trong đó: Dn: là đường kính ngoài của ống, tính bằng mm; S: là chiều dày thành ống. Khối lượng riêng của thép lấy bằng 7,85 g/cm3. 2. Ống nàm trong khung kẻ đậm là ống hàn điện, ống không hàn hay là ống hàn điện vuốt nguội. Phương pháp sản xuất phải được thỏa thuận và ghi trong đơn đặt hàng. | 3. ống nằm trong khung đường đứt là ống hàn điện hay không hàn. Phương pháp sản xuất ống phải được thỏa thuận và ghi trong đơn đặt hàng. 4. Kích thước ống được ký hiệu bằng ngôi sao có thể là ống không hàn hay ống hàn điện kéo. Phương pháp sản xuất ống phải được thỏa thuận và ghi trong đơn đặt hàng. Các loại ống có các kích thước khác đều là ống không hàn. |
Bảng 2
Kích thước ống, mm | Độ chính xác | ||
Bình thường | Nâng cao | Cao | |
Theo đường kính ngoài Nhỏ hơn 10 Từ 10 đến 30 Lớn hơn 30 đến 50. Lớn hơn 50. Theo chiều dày thành ống Nhỏ hơn 1 Từ 1 đến 5 Lớn hơn 5 | ± 0,20 mm ± 0,30 mm ± 0,40 mm ± 0,8% ± 0,12 mm ± 10,0% ± 8,0% | ± 0,15 mm ± 0,20 mm ± 0,25 mm ± 0,6% ± 0,1 mm ± 8,0% ± 7,0% | ± 0,10 mm ± 0,10 mm ± 0,15 mm ± 0,5% ± 0,08 mm ± 7,5% ± 6,0% |
1.3. Sai lệch cho phép theo đường kính của ống không được lớn hơn các số liệu đã ghi trong Bảng 2
1.4. Theo thỏa thuận ống có thể được cấp với sai lệch cho phép theo đường kính và chiều dày thành ống. Giá trị miền sai lệch cho phép không được lớn hơn tổng sai lệch hai kích thước
1.5. ống được cung cấp theo đường kính ngoài và chiều dày thành ống
1.6. Theo yêu cầu của bên đặt hàng ống có thể được cấp theo đường kính trong và chiều dày thành ống. Trong trường hợp đường kính trong nhỏ hơn 10 mm sai lệch cho phép sẽ do hai bên thoả thuận quy định.
1.7. Độ ovan và độ không đồng đều của thành ống không được làm cho kích thước ống lệch ra khỏi giới hạn sai lệch cho phép theo đường kính và chiều dày thành ống.
1.8. Độ cong ở từng đoạn ống với bất kỳ chiều dài nào đều không được lớn hơn 1,5 mm trên 1 m chiều dài.
2. Yêu cầu kỹ thuật.
2.1. Phương pháp sản xuất được quy định trong đơn vị đặt hàng. ống từ loại thép C35,C45 , 15 Cr2, 30 CrSi MnA, 30 Cr MoA không hàn.
2.2. Ống được sản xuất bằng thép cácbon hay thép hợp kim với thành phần hoá học theo TCVN 1765 : 1975; TCVN 1766 : 1976 và TCVN 1659 : 1975 phụ thuộc các đặc tính kỹ thuật của chúng.
Ống cung cấp phải được nhiệt luyện tương ứng với các yêu cầu trong đơn đặt hàng với các cơ tính ghi trong Bảng 3.
Nếu ống không được nhiệt luyện thì không có sự đảm bảo về cơ tính.
2.3. Trên bề mặt của ống không được có vết nứt, vết sẹo, vết nhăn, vết xước sâu, không bị phân lớp hay bị rỗ.
Những tạp chất, vẩy sát có thể nhìn thấy được bằng mắt thường thì phải tẩy hay cạo đi và các vết tẩy không được làm cho kích thước ống lệch ra khỏi giới hạn sai lệch cho phép.
2.4. Hai đầu của ống cần được cắt vuông góc và phải được làm sạch gờ. Nếu bên đặt hàng đồng ý thì có thể cho phép cấp ống được ngay trong dây chuyền sản xuất mà không phải làm sạch gờ.
2.5. Chất lượng mối hàn phải được kiểm tra bằng phương pháp vật lý mà không phá hủy ống.
2.6. Cơ sở sản xuất ống phải bảo đảm việc kiểm tra bằng mối hàn thủy lực.
Khi kiểm tra bằng phương pháp vật lý mà thấy 100 % mối hàn không bị phá hủy thì không phải tiến hành thử ống bằng thủy lực.
2.7. Mối hàn sinh ra do công nghệ sản xuất có thể dày thêm một ít đối với loại ống hàn có đường kính ngoài 76 mm và lớn hơn.
Bề mặt trong của ống hàn cho phép có gờ, đường gờ phải liên tục thẳng đều không được đứt quãng. Theo yêu cầu của bên đặt hàng thì đối với loại ống có đường kính từ 20 mm trở lên cần phải loại trừ gờ và làm nhẵn mặt ống. Trong trường hợp này chiều cao của gờ và vết tích của chúng cho ống có độ chính xác nâng cao không được lớn hơn 0,5 mm, cho ống có độ chính xác cao là 0,2 mm
2.8. ống đã được nhiệt luyện ở tất cả các kích thước và ống hàn điện không nhiệt luyện với đường kính ngoài từ 20 mm trở lên và chiều dày thành ống từ 6 % đường kính ngoài trở xuống cần phải được thử đập bẹp.
Đập bẹp mẫu thử ống nhiệt luyện cần tiến hành đến khoảng cách H (mm) giữa các mặt đập.
Trong đó
S - chiều dầy thành ống, tính bằng mm;
Dn - đường kính ngoài của ống, tính bằng mm;
Đập bẹp mẫu ống không nhiệt luyện cần tiến hành đến khoảng cách H giữa hai mặt đập bằng 2 phần 3 đường kính Dn.
2.9. Ống cần phải được thử nong
Trong khi nong, đường kính ngoài của ống phải được tăng tương ứng với mức chuẩn ghi trong Bảng 4.
Đường kính ban đầu của ống hàn điện không nhiệt luyện trong khi nong tăng lên với một giá trị không nhỏ hơn 6 %.
Ống chưa nhiệt luyện có đường kính ngoài đến 20 mm và ống có đường kính từ 20 mm đến 60 mm với chiều dày thành ống lớn hơn 0,06 Dn không phải thử nong.
Ống đã thử đập bẹp không phải thử nong.
2.10. Ống đã nhiệt luyện cần được thử cuộn mép.
2.11. Nếu bên đặt hàng yêu cầu thì cần phải thử uốn cong đối với ống đã nhiệt luyện.
2.12. Ví dụ kí hiệu quy ước của ống:
Ống có đường kính ngoài 20 mm, chiều dày thành ống 2 mm.
a) ống hàn điện không kéo có chiều dài không quy định, mác thép C35, đường kính có độ chính xác bình thường, chiều dày thành ống có độ chính xác nâng cao và không bảo đảm về tính chất cơ học:
ống h.d 20 x 2 nc - C35 TCVN 3783 : 1983
b) Ống hàn điện kéo có chiều dài quy ước 1,5 m, mác thép C20 đường kính và chiều dày thành ống có độ chính xác bình thường đảm bảo về tính cơ học.
Ống 20 x2 x1500 B - C20 - Đ TCVN 3783 : 1983.
2.13. Ống thành phẩm cần phải được phòng kiểm tra chất lượng sản phẩm của xí nghiệp sản xuất xác nhận chất lượng. Bên sản xuất cần phải đảm bảo tất cả ống đã xuất phù hợp với yêu cầu tiêu chuẩn này.
3. Phương pháp thử
3.1. Sau khi kiểm tra xem xét xong, nếu thấy cần thì phải tiến hành thử cho từng ống của mỗi lô. Có thể tiến hành xem xét bằng mắt thường mà không cần sử dụng cụ phóng đại. Phải kiểm tra được chiều sâu khuyết tật lẫn vào ống.
3.2. Mỗi lô phải gồm ống của một mác thép, một kích thước và đều qua nhiệt luyện như nhau.
- Ống có đường kính 30 mm trở xuống với thành ống dày không lớn hơn 2,5 mm được xếp vào một lô không quá 1000 ống.
Mỗi lô ống có đường kính đến 76 mm với thành ống dày không quá 2,5 mm có 400 ống.
Đối với ống của các kích thước khác thì một lô có 200 ống. Số lượng ống còn lại nếu nhỏ hơn 50 % của lô đã nêu nhập với lô sau. Còn 50 % và lớn hơn tính thành một lô riêng.
3.3. Thành phần hoá học của thép nhận theo mặt hàng của xí nghiệp sản xuất kim loại bán thành phẩm. Trong trường hợp cần thiết phải kiểm tra thành phần hoá học của ống ở cung một mẻ luyện. Việc chọn mẫu tiến hành theo TCVN 1811 : 1976 và tiến hành phân tích hóa học theo TCVN 1812 : 1976 đến TCVN 1821 : 1976.
3.4. Kiểm tra chất lượng mối hàn được tiến hành bằng các phương pháp vật lý (siêu âm, X quang) hay bằng các phương pháp được định ra theo sự thỏa thuận của các bên đặt hàng và sản xuất.
3.5. Thử cơ tính và công nghệ áp dụng cho một số ống trong một lô. Từ hai ống của một lô chọn 2 mẫu để thử kéo giãn và tiến hành thử công nghệ.
3.6. Thử kéo giãn tiến hành theo TCVN 314 : 1969 cho mẫu ngắn dọc.
3.7. Thử nong ống tiến hành theo TCVN 1828 : 1976.
3.8. Thử cuộn ống tiến hành theo TCVN 1829 : 1976.
3.9. Thử đập bẹp ống tiến hành theo TCVN 1830 : 1976.
3.10. Thử uốn ống tiến hành theo TCVN 1831 : 1976.
3.11. Thử thủy lực ống tiến hành theo TCVN 1832 : 1976.
3.12. Nếu kết quả thử không đạt yêu cầu, dù chỉ là một thông số thì phải tiến hành thử lại để kiểm tra thông số đó với mẫu gấp đôi lấy từ lô đã thử. Kết quả thử lại là kết quả cuối cùng.
3.13. Bên đặt hàng cần sử dụng nguyên tắc lựa chọn mẫu và phương pháp thử đã nêu trên để kiểm tra chất lượng ống có phù hợp hay không theo yêu cầu của tiêu chuẩn hiện hành.
Bảng 3
Mác thép | Độ bền đứt tức thời | Độ giãn dài tương đối, % |
Không nhỏ hơn | ||
CO8 C10 , CT 34 C38 C20 C35 C45 15 Cr2 30 Cr Si MnA 30 Cr MoA C10 C20 | 32 34 38 42 52 60 42 30 60 10 8 | 25 24 22 21 17 14 19 18 13 7 6 |
4. Bao gói, ghi nhãn và lập chứng từ.
4.1. Mặt trong và mặt ngoài của ống cung cấp cần được phủ dầu trung tính để giữ chúng khỏi rỉ.
Chú thích: có thể cấp ống không phủ dầu theo thoả thuận ghi trong đơn đặt hàng.
4.2. Ống có đường kính ngoài từ 50 mm trở xuống phải được bó thành từng bó có khối lượng không quá 5 tấn và đường kính bó không quá 600 mm.
4.3. Mỗi bó ống phải gồm ống có cùng kích thước, cùng mác thép cùng được nhiệt luyện như sau:
4.4. Mỗi bó ống phải được buộc bằng dây thép mềm không ít hơn 3 chỗ và bố trí đều trên chiều dài của bó.
4.5. Ống có đường kính ngoài trên 50 mm không phải đóng bó.
4.6. Mỗi bó ống cần phải treo biển chắc trên đó ghi :
a) Tên hoặc dấu hàng hoá của cơ sở sản xuất.
b) Ký hiệu quy ước của ống.
4.7. Trong chứng từ đã đảm bảo chất lượng ống theo tiêu chuẩn cần ghi:
a) Tên hoặc dấu hàng hóa của cơ sở sản xuất.
b) Tên cơ quan mà cơ sở sản xuất trực thuộc.
c) Đường kính ngoài và chiều dày thành ống.
d) Số lượng bó hoặc ống và khối lượng tịnh của lô hàng.
e) Nhóm mác, độ bền đứt tức thời.
g) Số hiệu tiêu chuẩn này.
Xem lại: Ống thép hệ thống dung sai
Xem tiếp: TCVN 10178:2013
Sưu tầm và biên soạn bởi: https://honto.vn

Bài viết liên quan
TCVN 10178:2013
TIÊU CHUẨN QUỐC GIA TCVN 10178:2013 ISO 4179:2005 ỐNG VÀ PHỤ TÙNG ĐƯỜNG ỐNG BẰNG GANG DẺO DÙNG CHO ...
Ống thép không gỉ - kích thước, dung sai và khối lượng quy ước trên đơn vị chiều dài
TIÊU CHUẨN QUỐC GIA TCVN 7702:2007 ISO 1127:1992 ỐNG THÉP KHÔNG GỈ - KÍCH THƯỚC, DUNG SAI VÀ KHỐI ...
Ống và phụ tùng bằng thép - ống thép hàn - kích thước cơ bản
TIÊU CHUẨN NHÀ NƯỚC TCVN 2981 - 79 ỐNG VÀ PHỤ TÙNG BẰNG THÉP - ỐNG THÉP HÀN - KÍCH THƯỚC CƠ BẢN ...
Ống thép hệ thống dung sai
TIÊU CHUẨN VIỆT NAM TCVN 5894 - 1995 ISO 5252 - 1991 (E) ỐNG THÉP HỆ THỐNG DUNG SAI Steel tubes - ...
Ống thép không gỉ thích hợp để tạo ren theo tcvn 7701-1 (iso 7-1)
TIÊU CHUẨN QUỐC GIA TCVN 9841:2013 ISO 7598:1988 ỐNG THÉP KHÔNG GỈ THÍCH HỢP ĐỂ TẠO REN THEO TCVN ...
Ống thép không hàn kéo nguội và cán nguội cỡ, thông số kích thước
TIÊU CHUẨN NHÀ NƯỚC TCVN 2056 – 77 ỐNG THÉP KHÔNG HÀN KÉO NGUỘI VÀ CÁN NGUỘI CỠ, THÔNG SỐ KÍCH THƯỚC ...